 English
English Indonesia
Indonesia
Core Answer: Technical Feasibility and Economic Evaluation of 2-Cavity to 4-Cavity Rework
Converting an injection mold from 2-cavity to 4-cavity is technically high-risk and usually involves a complete redesign of the mold base layout, runner balancing, and cooling integration. The Direct Answer: Unless the mold was originally designed as a “Bridge Mold” with pre-allocated spacing or utilizes an interchangeable insert system, the cost of modification and the risk of production failure often exceed the investment of building a new 4-cavity tool.
Critical Technical Barriers in Cavity Doubling
Doubling the number of cavities is not merely a matter of physical space; it requires a fundamental reassessment of Injection Molding Fluid Dynamics.
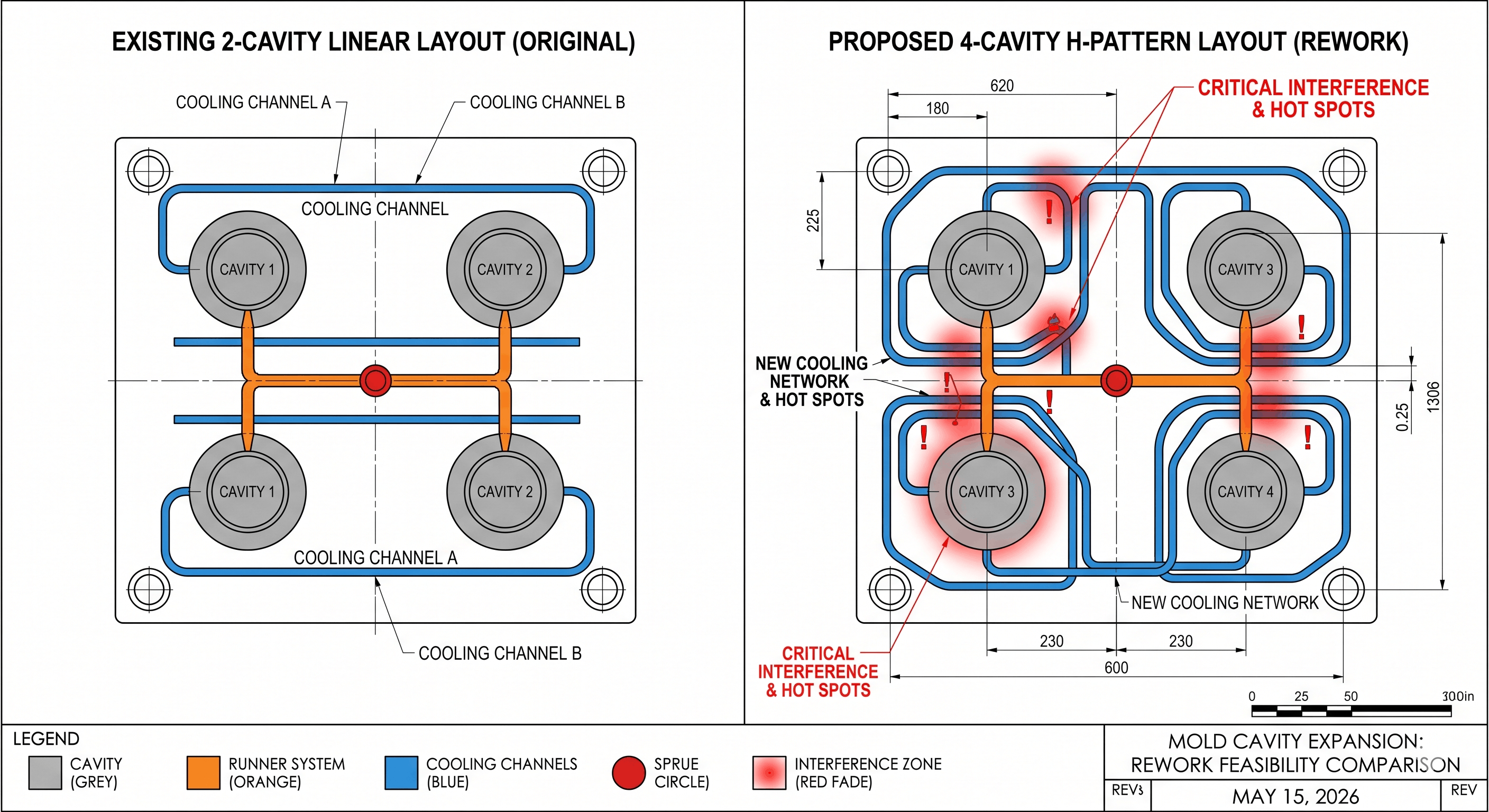
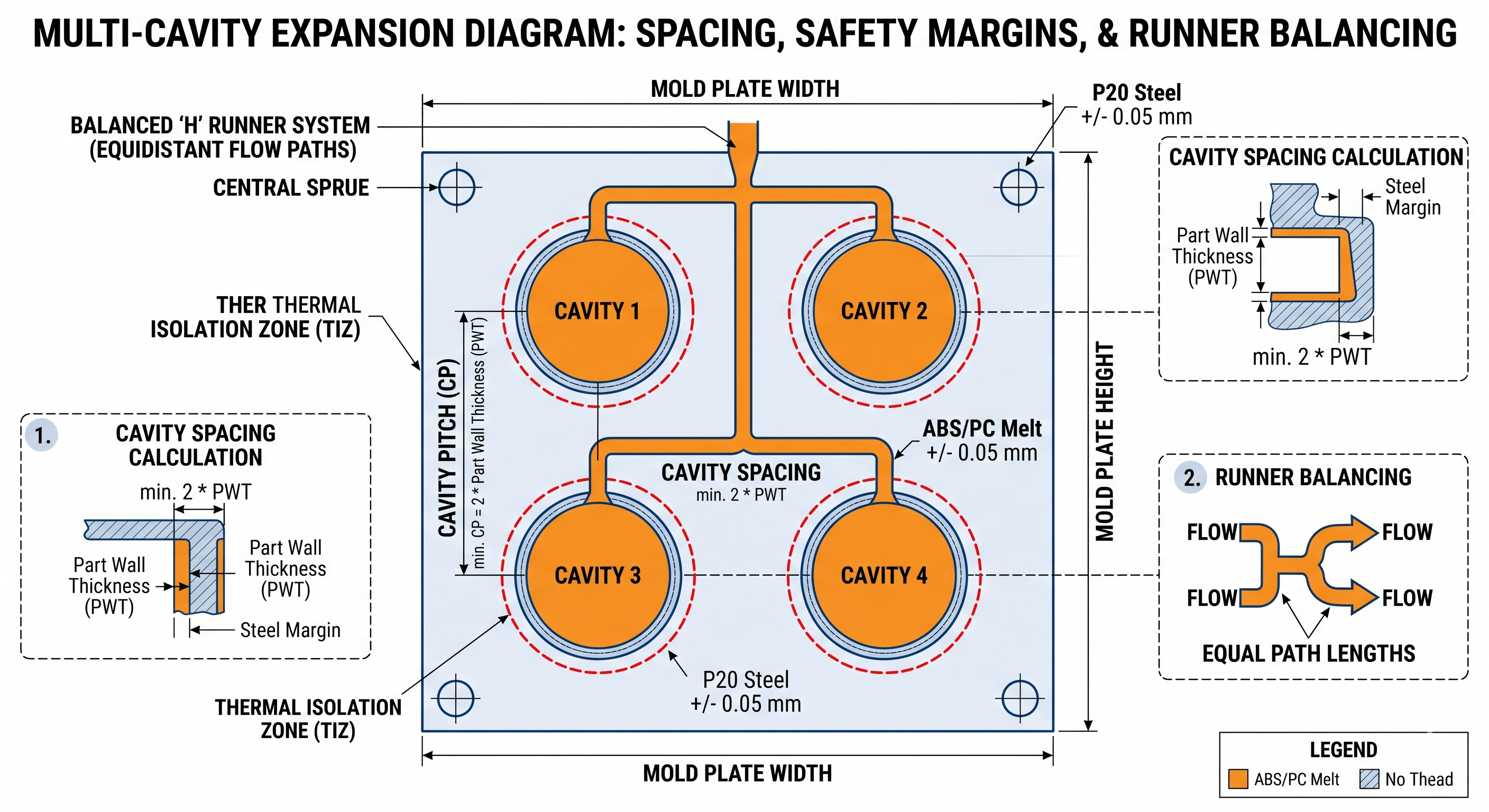
- Runner Balancing: A 2-cavity mold typically uses a straight-line runner. Expanding to 4 cavities requires a transition to an H-pattern or Circular symmetry to ensure identical pressure, temperature, and fill time across all cavities. If the center feed point is fixed, achieving this balance post-construction is nearly impossible without compromising part quality.
- Thermal Load & Cooling Logic: Adding cavities doubles the thermal energy entering the mold. Existing Cooling Channels (Water lines) are rarely positioned to handle the extra heat. Failure to reroute these lines creates “hot spots,” leading to uneven shrinkage, warping, and significantly longer cycle times.
- Structural Integrity: Machining new cavities into an existing mold base weakens the support pillars and plates. Under high injection pressure, the mold plates may undergo Micro-deflection, causing flash or irreparable damage to the parting line.
Technical Decision Matrix: Rework vs. New Build
The following comparison outlines the trade-offs between retrofitting an old tool and investing in a new high-performance mold.
| Evaluation Metric | Reworking Existing Tool (Retrofit) | New 4-Cavity Build (New Investment) |
|---|---|---|
| Upfront Cost | Lower (Saves 30%-50% on steel) | Higher (Full capital expenditure) |
| Production Efficiency | Unstable; often results in longer cycles | High; optimized via conformal cooling |
| Part Consistency | Poor; high risk of cavity-to-cavity variance | Superior; validated via CAE simulation |
| Tool Longevity | Reduced; welding areas prone to cracking | Long; full structural integrity |
| Maintenance Frequency | High; stress on seals and slides | Low; utilizes standardized components |
Digital Evaluation: How to Quantify “Reworkability”
Before approving a modification, engineers must validate the project using three quantitative KPIs:
- Clamping Force Validation: The total projected area (A) of 4 parts multiplied by the cavity pressure § must not exceed 80% of the machine’s rated clamping force (F).
Formula: F > (A1 + A2 + A3 + A4) * P / 0.8 - Cavity Pitch & Steel Safety: There must be a minimum steel wall thickness of at least 2x the maximum part wall thickness between cavities to ensure thermal stability.
- Shot Capacity Ratio: The total weight of 4 parts should ideally fall between 20% and 80% of the injection machine’s maximum shot capacity to prevent polymer degradation.
Contextual Snippets
- What is Runner Balancing? It is the engineering practice of designing equal-length flow paths to ensure molten plastic reaches every cavity simultaneously, preventing fluctuations in part weight and dimensions.
- What is Clamping Force? The pressure applied by the injection molding machine to keep the mold closed against the internal pressure generated by the injected plastic.
- Why does Rework cause “Flash”? Flash occurs when plastic leaks between the mold halves, often caused by inadequate clamping force or plate deflection after adding more cavities than the mold base was designed to support.
Author: IMTEC Mould
Qualifications: This technical guide was authored by IMTEC Mould. With over 18 years of experience in high-precision mold manufacturing
Expertise: Specialized in DFM (Design for Manufacturing), Multi-cavity Optimization, and Medical-grade injection molding protocols.

