 English
English Indonesia
Indonesia
Introduction to CNC Machining
In the intricate world of modern manufacturing, precision and efficiency are paramount. From the smallest medical implant to the largest aerospace component, the ability to shape raw materials into highly accurate parts is critical. For decades, skilled machinists meticulously crafted components by hand, a process that demanded immense time, expertise, and often led to inconsistencies. This all changed with the advent of Computer Numerical Control (CNC) machining, a transformative technology that revolutionized the manufacturing landscape.
CNC machining automates the control of machine tools using pre-programmed computer software. Instead of manual levers and wheels, digital instructions guide the machine's movements, ensuring unparalleled accuracy, repeatability, and speed. This shift marked a significant evolution from traditional manual machining, paving the way for mass production of complex parts with unprecedented quality. Today, CNC machining is the backbone of countless industries, from automotive and aerospace to consumer electronics and medical devices, enabling the creation of intricate designs that were once impossible.
Quick Overview:
3-axis CNC machines move a cutting tool along three linear paths (X, Y, Z), ideal for simpler, flat parts and basic features.
Cost-effective and efficient for high-volume, less complex components.
Often require multiple setups for multi-sided machining.
5-axis CNC machines add two rotational axes, allowing the tool to approach the workpiece from virtually any angle.
For highly complex, contoured, or intricate part.
Larger investment, for advanced industries like aerospace and medical.
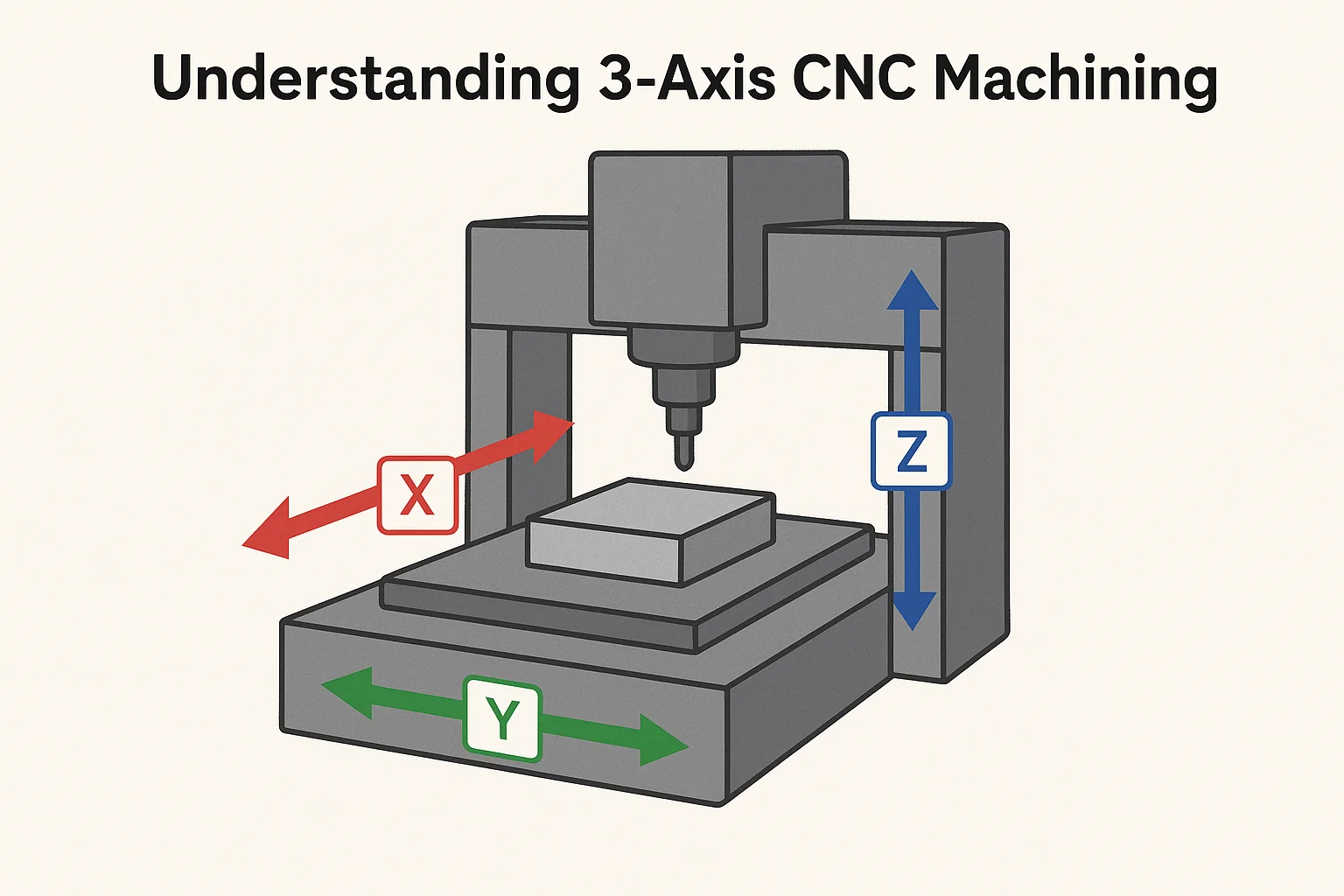
Understanding 3-Axis CNC Machining
At the heart of multi-axis machining lies the fundamental concept of movement along different axes. The most common and foundational type is 3-axis CNC machining, which operates along three primary linear axes: X, Y, and Z.
-
The X-axis typically controls movement from left to right across the machine's workbed.
-
The Y-axis dictates movement from front to back.
-
The Z-axis manages the vertical, up-and-down motion of the cutting tool.
Think of it like drawing on a flat piece of paper with a pen: you can move the pen left/right (X), up/down on the paper (Y), and lift it off or press it onto the paper (Z).
How 3-Axis Machining Works
In a 3-axis CNC machine, the cutting tool moves along these three axes to remove material from a stationary workpiece. This setup allows for machining on a single plane or side of the part at a time. The tool can move linearly in all three directions, creating features like holes, slots, pockets, and flat surfaces. If another side of the workpiece needs to be machined, the part must be manually repositioned or "re-fixtured," meaning it's clamped into a new orientation.
Typical Operations and Applications of 3-Axis CNC
3-axis CNC machines are incredibly versatile and are the workhorses of many machine shops. They excel at tasks such as:
-
Facing: Creating flat surfaces.
-
Milling: Cutting slots, channels, and pockets.
-
Drilling and Tapping: Creating holes and threaded holes.
-
Profiling: Cutting the outer shape of a part.
-
Engraving: Adding text or designs to a surface.
Common applications of 3-axis CNC machining include manufacturing flat components, simple molds, general mechanical parts, and prototyping where intricate undercuts or complex curvatures on multiple sides are not required.
Advantages and Limitations of 3-Axis Machining
Advantages:
-
Cost-Effective: Generally, 3-axis machines are less expensive to purchase, operate, and maintain compared to their multi-axis counterparts.
-
Simpler Programming: Programming 3-axis toolpaths is often more straightforward, making them easier to learn and implement.
-
Faster Setup for Simple Parts: For parts that can be machined in one or two setups, 3-axis can be very efficient.
-
High Throughput: Ideal for high-volume production of simpler components.
Limitations:
-
Limited Complexity: Cannot easily create complex geometries with undercuts or features on multiple sides without re-fixturing.
-
Multiple Setups Required: For parts requiring machining on more than one side, the workpiece must be manually rotated and re-clamped multiple times. This adds to setup time and can introduce inaccuracies.
-
Surface Finish: Can sometimes produce less optimal surface finishes on contoured surfaces due to the "stair-stepping" effect of linear cuts.
-
Reduced Tool Life: Tools may experience more wear when approaching complex contours from a limited number of angles.
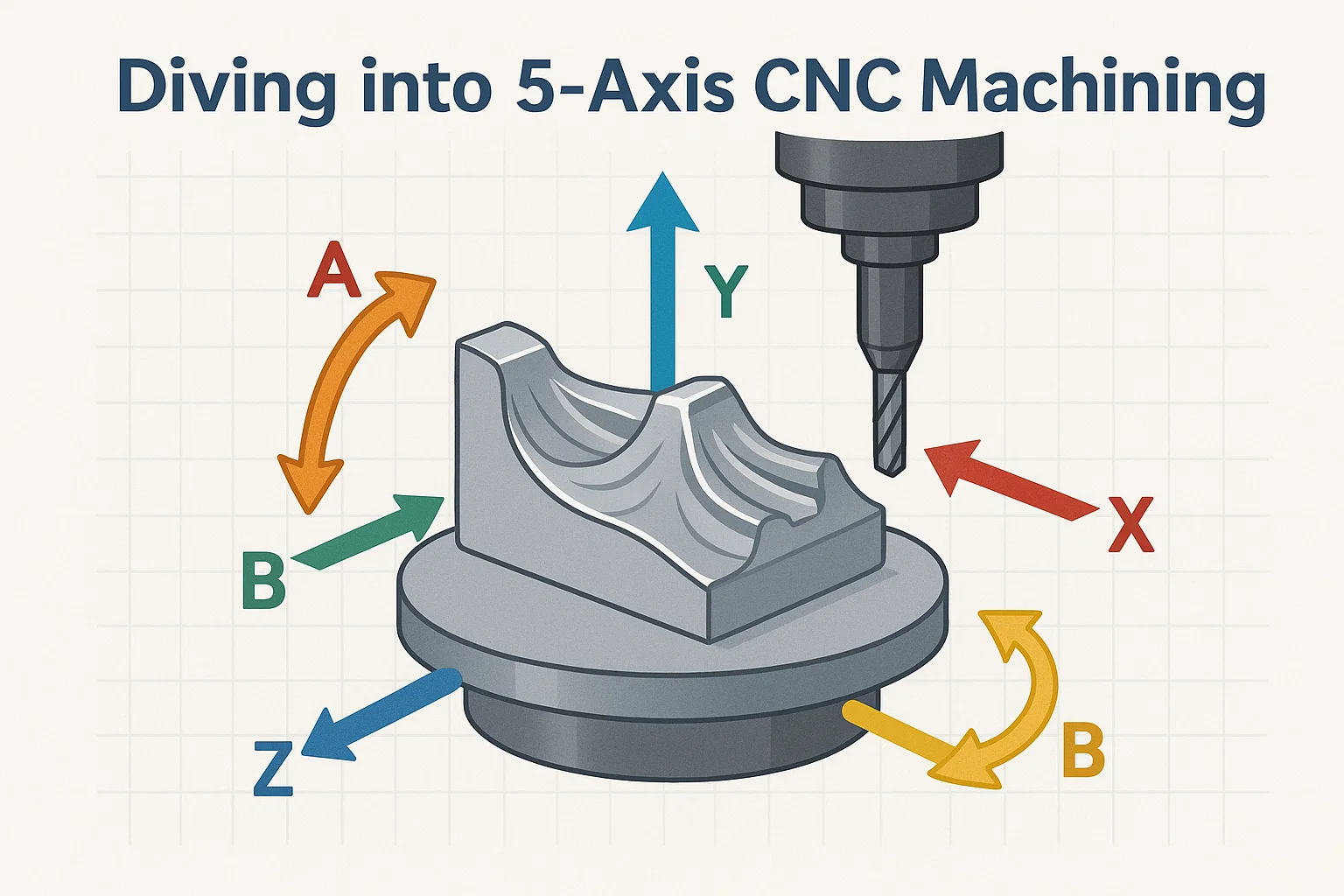
Diving into 5-Axis CNC Machining
While 3-axis machining excels at operations on a single plane, the demands of modern product design often call for far greater complexity. This is where 5-axis CNC machining steps in, adding two additional rotational axes to the existing three linear axes (X, Y, Z). These extra axes allow the cutting tool to approach the workpiece from virtually any direction, enabling the creation of highly intricate and complex geometries in a single setup.
Explanation of the Five Axes
In a 5-axis machine, you still have the familiar linear X, Y, and Z axes. The additional two axes are rotational, typically referred to as A and B, or A and C.
-
X, Y, Z: The linear movements, as in 3-axis machining.
-
A-axis: Rotates around the X-axis.
-
B-axis: Rotates around the Y-axis.
-
C-axis: Rotates around the Z-axis.
Different 5-axis machine configurations will combine these rotational axes in various ways (e.g., A and B, A and C, or B and C). The key takeaway is that these rotations allow the tool or the workpiece (or both) to tilt and rotate, presenting different surfaces to the cutting tool without manual intervention.
Types of 5-Axis Machines: Simultaneous and 3+2
It's important to distinguish between the two primary types of 5-axis machining, as their capabilities and applications differ:
-
Simultaneous 5-Axis Machining (Full 5-Axis): In this mode, all five axes move concurrently and continuously during the cutting process. This means the tool can maintain continuous contact with a complex contoured surface, flowing smoothly around curves and shapes. This capability is essential for generating highly complex, organic forms and achieving superior surface finishes on intricate parts.
-
3+2 Axis Machining (Positional 5-Axis): Also known as "positional 5-axis," this method uses the two rotational axes to orient the workpiece or tool into a fixed position, and then the machining occurs using only the three linear (X, Y, Z) axes. Once a section is machined, the rotational axes re-orient the part for the next section. While not as fluid as simultaneous 5-axis, 3+2 machining still significantly reduces setups compared to 3-axis, making it highly efficient for parts with features on multiple, distinct faces.
How 5-Axis Machining Works and its Capabilities
The core capability of 5-axis machining lies in its ability to rotate the cutting tool and/or the workpiece during the machining process. This continuous or indexed movement allows for:
-
Undercutting: Reaching features that are "hidden" or angled in such a way that a 3-axis machine couldn't access them without re-fixturing.
-
Optimized Tool Angles: The machine can tilt the tool to maintain the optimal cutting angle relative to the part's surface, leading to better surface finish, longer tool life, and faster material removal.
-
Single Setup Machining: Many complex parts can be fully machined in one go, dramatically reducing setup times, eliminating cumulative errors from multiple setups, and improving overall part accuracy.
Advantages of Using 5-Axis CNC Machining
The benefits of moving to 5-axis machining are significant, especially for high-value and complex components:
-
Increased Part Complexity: The ability to machine highly intricate geometries, organic shapes, and complex curves that are impractical or impossible on 3-axis machines.
-
Reduced Setups and Lead Times: By machining multiple sides in a single setup, setup times are drastically cut, leading to faster production cycles and improved overall efficiency.
-
Enhanced Accuracy and Precision: Eliminating multiple setups minimizes the risk of human error and repositioning inaccuracies, resulting in higher dimensional accuracy and tighter tolerances.
-
Superior Surface Finish: Continuous tool engagement and optimized cutting angles lead to smoother surface finishes, often reducing or eliminating the need for secondary finishing operations.
-
Improved Tool Life and Performance: The ability to orient the tool optimally means less stress on the cutting edge, leading to longer tool life and more efficient material removal rates.
-
Access to Undercuts and Deep Pockets: Machining areas that are inaccessible with 3-axis limitations becomes routine.
Applications of 5-Axis CNC in Complex Geometries and High-Precision Parts
Given its advanced capabilities, 5-axis CNC machining is indispensable in industries that demand the highest levels of precision and geometric complexity. Its applications span a wide range:
-
Aerospace: Manufacturing of turbine blades (blisks), impellers, structural components with complex contours, and engine parts.
-
Medical Devices: Production of intricate surgical instruments, orthopedic implants (e.g., knee and hip joints), and prosthetic components with anatomical shapes.
-
Mold and Die: Creating highly detailed and complex mold cavities for plastic injection molding, blow molding, and die casting.
-
Automotive: Prototyping and production of engine components, impellers, and artistic body panels.
-
Energy: Components for oil and gas, and renewable energy sectors requiring complex geometries and durable materials.
-
Art and Design: Sculpting intricate artistic pieces and prototypes with organic forms.
5-axis CNC machining represents a significant leap in manufacturing capability, allowing industries to push the boundaries of design and create components with unprecedented functionality and form.
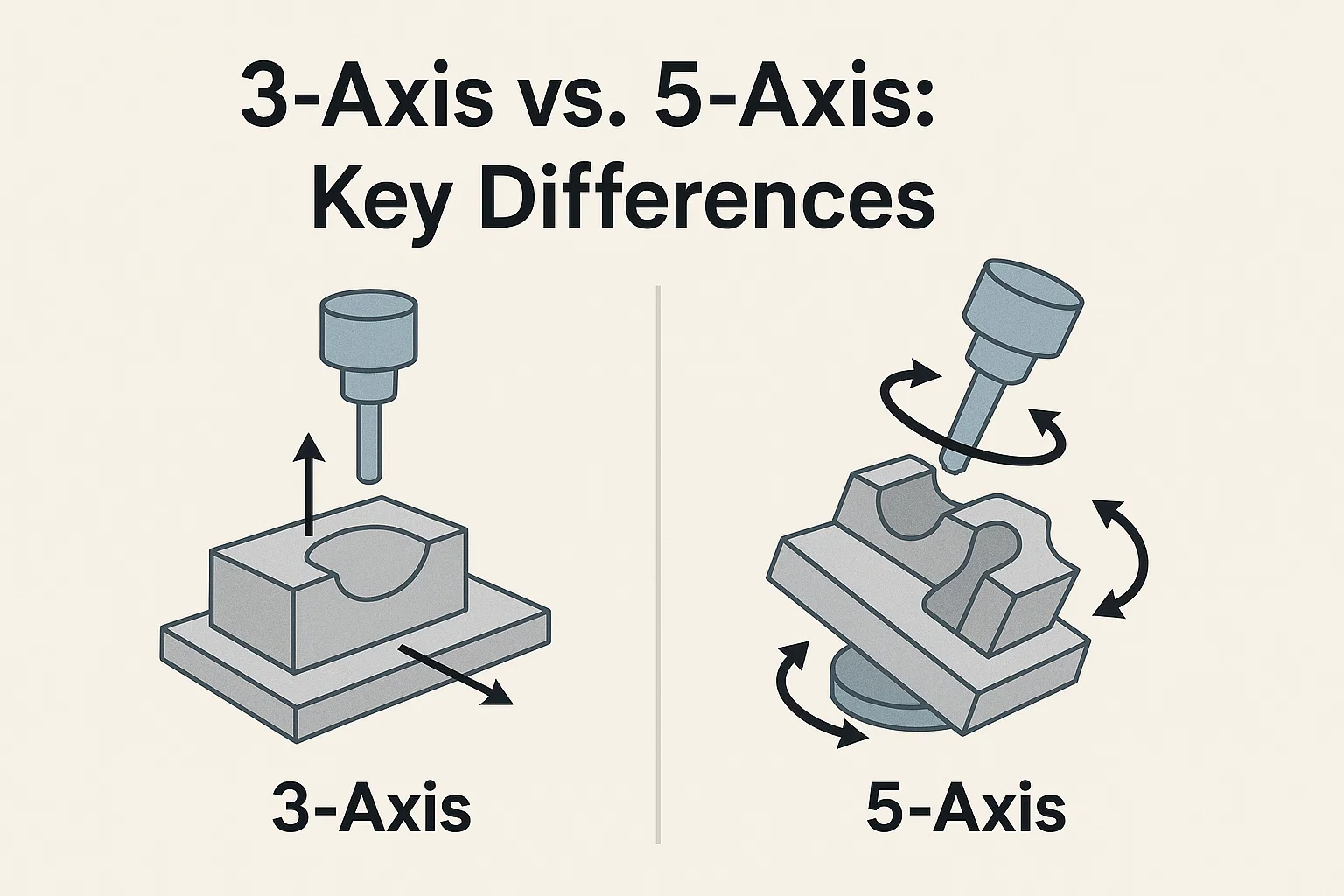
3-Axis vs. 5-Axis: Key Differences
Choosing between 3-axis and 5-axis CNC machining is a critical decision that impacts part complexity, production efficiency, cost, and ultimately, the success of a project. While both are powerful manufacturing methods, their fundamental differences dictate their optimal use cases.
To provide a clear comparison, let's break down the key distinctions:
| Feature | 3-Axis CNC Machining | 5-Axis CNC Machining |
| Axes of Movement | X, Y, Z (three linear axes) | X, Y, Z (three linear axes) + two rotational axes (A, B, or C) |
| Part Complexity | Best for simpler geometries, flat surfaces, basic pockets, and holes. Limited for undercuts or complex contours. | Ideal for highly complex, contoured, organic shapes, undercuts, and intricate features. |
| Setup Time & Efficiency | Often requires multiple setups and re-fixturing for parts with features on different sides, increasing overall lead time. | Can machine multiple sides or the entire part in a single setup, significantly reducing setup time and improving efficiency. |
| Surface Finish & Precision | Good for flat surfaces. Contoured surfaces may exhibit "stair-stepping" or less optimal finish, potentially requiring post-processing. | Achieves superior surface finishes on complex contours due to continuous tool orientation and optimized cutting angles, often eliminating secondary finishing. |
| Tooling Considerations | Typically uses longer tools to reach features, which can lead to vibration, deflection, and reduced tool life. Limited range of tool access. | Allows for shorter, more rigid tools due to multi-angle access. Optimal tool engagement leads to longer tool life and better material removal. |
| Programming Complexity | Relatively simpler programming (G-code) due to fewer degrees of freedom. Easier for entry-level programmers. | Significantly more complex programming due to the coordination of five simultaneous axes. Requires advanced CAD/CAM software and skilled programmers. |
| Collision Avoidance | Simpler collision detection and avoidance due to limited movement. | Highly critical and complex; requires advanced simulation tools within CAM software to prevent collisions between the tool, holder, spindle, and workpiece. |
| Cost Analysis | Initial Investment: Lower. Machines are less complex and thus more affordable. Operational Costs: Generally lower per hour due to simpler setup and less complex machinery. | Initial Investment: Significantly higher. Machines are more mechanically complex and require advanced controls. Operational Costs: Higher per hour due to machine complexity, specialized programming, and maintenance. However, cost per part can be lower for complex parts due to reduced setups and higher efficiency. |
| Operator Skill Level | Moderate to high. | High to expert; requires in-depth knowledge of multi-axis machining principles and advanced software. |
Detailed Breakdown of Key Differences:
-
Complexity of Parts that Can Be Machined: This is the most fundamental difference. 3-axis machines are restricted to machining from a limited number of directions (typically the top, and sometimes the sides if the part is re-oriented). 5-axis machines, with their rotational capabilities, can access virtually any angle of the workpiece in a single setup. This unlocks the ability to create highly complex 3D forms, organic shapes, and deep features with undercuts that are simply impossible or prohibitively expensive on a 3-axis machine.
-
Setup Time and Efficiency: For a part that requires machining on multiple faces (e.g., all six sides of a cube), a 3-axis machine would necessitate several manual re-fixturings, each requiring the machine to stop, the operator to intervene, and new offsets to be set. This adds significant time, labor, and potential for error. A 5-axis machine can often complete such a part in a single setup, drastically cutting down on non-machining time and improving overall efficiency.
-
Surface Finish and Precision: When machining curved surfaces on a 3-axis machine, the tool must make a series of linear passes, which can leave visible "steps" or tool marks, often requiring secondary finishing operations like sanding or polishing. 5-axis machines can continuously orient the cutting tool tangent to the surface, allowing for smoother, more precise cuts that result in a superior surface finish directly off the machine, minimizing or eliminating post-processing. The single-setup approach also reduces the accumulation of errors that can occur with multiple re-fixturings, leading to higher overall part accuracy.
-
Tooling and Programming Considerations:
-
Tooling: 3-axis machining sometimes requires longer tools to reach deep pockets or features, which can be prone to chatter, vibration, and deflection, impacting surface finish and accuracy. 5-axis machines can often use shorter, more rigid tools because they can tilt the part or tool to reach the feature, enhancing stability and cutting performance.
-
Programming: Programming for 3-axis is relatively straightforward, primarily dealing with linear movements. 5-axis programming, however, is significantly more complex. It requires sophisticated CAD/CAM software capable of generating toolpaths that coordinate all five axes simultaneously while avoiding collisions between the tool, tool holder, spindle, and workpiece. This complexity demands highly skilled programmers and often involves extensive simulation.
-
-
Cost Analysis: Initial Investment and Operational Costs:
-
Initial Investment: There is a substantial difference in the upfront cost. 3-axis CNC machines are generally much more affordable to purchase, making them an accessible entry point for many shops. 5-axis machines, with their added mechanical complexity, additional motors, advanced control systems, and precision components, represent a much higher capital expenditure.
-
Operational Costs: While the hourly operating cost of a 5-axis machine might be higher (due to higher maintenance, power consumption, and the need for highly skilled operators/programmers), the cost per part for complex components can often be lower than 3-axis. This is because the efficiency gains from reduced setups, faster cycle times, improved tool life, and elimination of secondary operations can outweigh the higher hourly rate. For simpler parts, however, 3-axis remains the undisputed cost champion.
-
The choice between 3-axis and 5-axis is therefore not simply about "more axes are better," but rather a strategic decision based on the specific demands of the project, the desired part complexity, accuracy requirements, production volume, and available budget.
Applications and Industries
The versatility and precision of multi-axis CNC machining have made it an indispensable technology across a vast spectrum of industries. While 3-axis machines remain vital for simpler, high-volume parts, 5-axis machines unlock new possibilities for innovation and performance in fields requiring the utmost complexity and accuracy.
Here's a look at how both 3-axis and 5-axis CNC machining are applied across various sectors:
Aerospace: Manufacturing of Turbine Blades, Structural Components
The aerospace industry is arguably the most demanding sector for CNC machining, where safety, performance, and weight reduction are paramount.
-
5-Axis Dominance: This industry heavily relies on 5-axis simultaneous machining for critical components. Examples include:
-
Turbine Blades (Blisks/Impellers): The complex, aerodynamic curves of turbine blades, often produced as single-piece blisks, require continuous 5-axis motion to achieve the necessary precision for optimal airflow and efficiency.
-
Structural Components: Intricate aircraft frames, wing spars, bulkheads, and landing gear components with complex contours and precise hole patterns are machined to tight tolerances from high-strength, lightweight materials like titanium and aluminum alloys.
-
Engine Casings and Nozzles: These parts often have internal cooling channels and complex geometries that can only be efficiently produced with multi-axis capabilities.
-
-
3-Axis Utility: While 5-axis is crucial for highly complex parts, 3-axis machines still play a role in producing simpler brackets, mounting plates, and internal components that don't require multi-sided access or complex contours.
Automotive: Prototyping and Production of Complex Engine Parts
The automotive industry uses CNC machining extensively, from rapid prototyping to high-volume production, continuously pushing for efficiency and performance.
-
5-Axis for Performance & Prototyping:
-
Engine Blocks and Cylinder Heads: While large-scale production often uses dedicated transfer lines, 5-axis machines are vital for prototyping new engine designs, creating complex combustion chambers, intake manifolds, and exhaust ports with optimized flow dynamics.
-
Transmission Components: Gears, shafts, and gearbox housings with intricate internal geometries benefit from multi-axis capabilities, ensuring smooth operation and durability.
-
Customization and Niche Vehicles: For high-performance, luxury, or racing vehicles, 5-axis allows for the creation of unique, optimized components.
-
-
3-Axis for Volume & Simplicity:
-
Brake Rotors and Calipers: Many simpler automotive components, especially those that are largely flat or rotationally symmetrical, are efficiently produced on 3-axis mills and CNC lathes (which operate on 2 or 3 axes).
-
Chassis and Interior Brackets: Less complex structural and interior components are often machined using 3-axis processes for cost-effectiveness.
-
Medical Devices: Implants, Surgical Instruments, Prosthetics
Precision, biocompatibility, and intricate designs are non-negotiable in the medical field, making CNC machining indispensable.
-
5-Axis for Life-Critical Components:
-
Orthopedic Implants: Hip and knee joint replacements, spinal implants, and bone plates require complex anatomical shapes and highly smooth surface finishes that only 5-axis simultaneous machining can reliably achieve. Materials like titanium and cobalt-chrome are common.
-
Surgical Instruments: Fine, intricate surgical tools, often with complex gripping surfaces, specialized cutting edges, or internal mechanisms, are produced with high precision using 5-axis.
-
Custom Prosthetics: Patient-specific prosthetic limbs and dental implants demand absolute accuracy for fit and function, often created from digital scans directly translated into 5-axis toolpaths.
-
-
3-Axis for Support Components: Simpler medical device housings, base plates for diagnostic equipment, and certain laboratory tool components can be produced efficiently with 3-axis machining.
Mold and Die: Creating Intricate Mold Cavities and Die Components
The mold and die industry is foundational to mass production, as these tools shape everything from plastic consumer goods to automotive parts.
-
5-Axis for Complex Molds:
-
Injection Molds for Complex Parts: Creating the intricate cavities for plastic injection molding, especially for parts with complex curvatures, undercuts, and fine surface textures, is a prime application for 5-axis machining. It significantly reduces the need for secondary processes like EDM or hand-polishing.
-
Die Casting Dies and Stamping Dies: For parts requiring complex forms or where multiple features must be integrated into a single die, 5-axis ensures the high precision and surface quality needed for millions of repetitions.
-
-
3-Axis for Simpler Dies & Bases: 3-axis machines are still used for less complex mold inserts, bases, and components that do not have highly contoured surfaces.
Other Industries: Electronics, Energy, and Consumer Goods
The reach of multi-axis CNC extends far beyond these core industries:
-
Electronics:
-
5-Axis: High-precision heat sinks with complex fin geometries, custom enclosures for high-end audio or computing devices, and specialized connectors often benefit from 5-axis capabilities for optimal thermal management and precise fit.
-
3-Axis: Production of circuit board components, basic enclosures, and small mechanical parts for consumer electronics.
-
-
Energy (Oil & Gas, Renewable):
-
5-Axis: Components for downhole drilling tools that must withstand extreme conditions, turbine components for hydro or wind power generation with complex aerodynamic profiles, and high-pressure valve bodies.
-
3-Axis: Fabrication of frames for solar panels, less complex piping components, and standard flanges.
-
-
Consumer Goods:
-
5-Axis: Manufacturing of high-end sporting equipment (e.g., golf club heads, bicycle components), intricate jewelry molds, and parts for specialized cameras or optical devices where form and aesthetics are critical.
-
3-Axis: Prototyping and production of housings for appliances, furniture components, and various everyday items where cost-efficiency and straightforward geometries are key.
-
In essence, while 3-axis machining remains a fundamental and cost-effective solution for a vast array of parts, 5-axis machining is the technology that enables the creation of the most advanced, high-performance, and geometrically challenging components that define modern engineering and product design. The selection often comes down to balancing part complexity, required precision, production volume, and budget.
Choosing the Right CNC Machine
The decision between investing in a 3-axis or a 5-axis CNC machine is a significant one for any manufacturing operation. It's not about one being inherently "better" than the other, but rather about selecting the most appropriate technology for specific needs and business goals. A careful evaluation of several key factors is essential.
Factors to Consider: Part Complexity, Production Volume, Budget
-
Part Complexity and Geometry:
-
3-Axis: If your primary production involves flat parts, components with straightforward pockets, simple contours on a single plane, or parts that can be easily repositioned manually without losing precision, a 3-axis machine is likely sufficient and more economical.
-
5-Axis: For designs featuring complex curves, intricate 3D surfaces, undercuts, deep pockets requiring multi-angle access, or components that demand extremely tight tolerances and superior surface finishes in a single setup, 5-axis machining is the clear choice. Aerospace, medical, and high-end automotive parts are prime examples.
-
-
Production Volume:
-
3-Axis: For very high-volume production of simpler parts, a fleet of 3-axis machines can be highly cost-effective, especially if the setup times are minimal per part.
-
5-Axis: While 5-axis machines have higher initial costs, their ability to reduce setups and consolidate operations often leads to faster cycle times per part for complex geometries. This can result in lower overall cost per part for high-value, intricate components, even at lower volumes, by reducing labor, tooling, and post-processing. For highly complex parts, 5-axis also enables "lights-out" manufacturing (unattended operation) due to reduced human intervention.
-
-
Budget: Initial Investment and Operational Costs:
-
Initial Investment: 3-axis machines are significantly more affordable, making them ideal for startups or businesses with limited capital. A 5-axis machine represents a much larger capital outlay due to its advanced mechanics, control systems, and precision components.
-
Operational Costs: While 5-axis machines have higher hourly operating costs (power, specialized tooling, highly skilled programmers/operators, maintenance), these can be offset by increased efficiency, reduced scrap, and elimination of secondary operations for complex parts. When calculating true cost, consider the total cost of manufacturing a finished part, not just the machine's hourly rate.
-
-
Desired Surface Finish and Accuracy:
-
If surface finish is critical and cannot tolerate "stair-stepping" or requires minimal post-processing, 5-axis offers a distinct advantage. Similarly, for the highest levels of dimensional accuracy on complex geometries, the single-setup capability of 5-axis reduces cumulative errors.
-
-
Programming Expertise and Software:
-
Evaluate your team's current programming skills and the capabilities of your existing CAD/CAM software. 5-axis machining requires more sophisticated software and highly trained programmers due to the complexity of coordinating multiple axes and avoiding collisions.
-
When to Use 3-Axis vs. 5-Axis
-
Choose 3-Axis when:
-
Parts are relatively simple, mostly prismatic, or can be machined from 1-2 sides.
-
Budget constraints are strict.
-
High-volume production of simple components is the priority.
-
Lower accuracy and surface finish on contoured surfaces are acceptable, or post-processing is feasible.
-
You have ample labor for manual re-fixturing if needed.
-
-
Choose 5-Axis when:
-
Parts have complex geometries, freeform surfaces, undercuts, or features requiring multi-angle access.
-
High precision and superior surface finish are critical.
-
Reducing setup times and increasing overall efficiency (for complex parts) is paramount.
-
You aim for "single-setup" machining to minimize errors and lead times.
-
You are producing high-value components for industries like aerospace, medical, or advanced automotive.
-
You have the budget for a higher initial investment and access to skilled programming talent.
-
Ultimately, the optimal choice often involves a blend of these considerations, and for many manufacturing facilities, having both 3-axis and 5-axis capabilities provides the greatest flexibility to tackle a diverse range of projects.
Future Trends in Multi-Axis CNC Machining
The world of multi-axis CNC machining is far from stagnant. Driven by relentless demands for higher precision, greater efficiency, and more complex part capabilities, the technology continues to evolve at a rapid pace. Several key trends are shaping its future:
-
Increased Automation and Lights-Out Manufacturing:
-
Beyond automated tool changers and pallet systems, the integration of collaborative robots (cobots) for part loading/unloading, deburring, and quality inspection is becoming more common. This pushes towards fully automated, "lights-out" manufacturing, allowing machines to run 24/7 with minimal human supervision, drastically increasing throughput and reducing labor costs.
-
-
Artificial Intelligence (AI) and Machine Learning (ML) Integration:
-
AI and ML are revolutionizing CNC by optimizing processes in real-time. This includes:
-
Predictive Maintenance: AI algorithms analyze sensor data (vibration, temperature, power consumption) to predict tool wear and potential machine failuresbeforethey occur, enabling proactive maintenance and reducing costly downtime.
-
Toolpath Optimization: AI can analyze past machining data to optimize cutting parameters (feeds, speeds, depth of cut) for improved efficiency, surface finish, and tool life, even adapting to material variations.
-
Automated Quality Control: AI-powered vision systems can perform in-process inspection, detecting defects and deviations in real-time.
-
-
-
Digital Twin Technology:
-
Creating a "digital twin" – a virtual replica of the physical CNC machine and its entire manufacturing process – is gaining traction. This allows for:
-
Comprehensive Simulation: Running virtual machining simulations to identify potential collisions, optimize toolpaths, and test different strategies without consuming physical resources.
-
Real-time Monitoring & Control: Using the digital twin to monitor the actual machine's performance in real-time, diagnose issues, and make adjustments remotely.
-
-
-
Hybrid Manufacturing: Additive Meets Subtractive:
-
A groundbreaking trend involves machines that combine additive manufacturing (3D printing) and subtractive CNC machining capabilities in a single platform. This allows for:
-
Building Up and Finishing: Additively building a near-net shape part (e.g., via Directed Energy Deposition - DED) and then precisely machining it to final tolerances and surface finish in the same machine.
-
Repair and Feature Addition: Repairing worn or damaged high-value components by adding material and then machining it, or adding complex features to existing parts. This reduces material waste and opens new design possibilities.
-
-
-
Advanced Connectivity and IoT (Internet of Things):
-
CNC machines are increasingly connected, sharing data across the factory floor and beyond. This enables:
-
Real-time Performance Monitoring: Operators and managers can access live data on machine utilization, productivity, and health.
-
Data-Driven Decision Making: Insights from aggregated data can inform production scheduling, resource allocation, and continuous improvement initiatives.
-
-
-
Sustainable Manufacturing Practices:
-
The industry is moving towards more eco-friendly solutions, including energy-efficient machine designs, optimized cutting strategies to reduce material waste, improved coolant filtration and recycling systems, and the use of more sustainable cutting fluids.
-
Software and Programming
Behind every precisely cut part is a meticulously crafted set of instructions, generated and refined through sophisticated software. The evolution of multi-axis CNC machining is inextricably linked to advancements in Computer-Aided Design (CAD) and Computer-Aided Manufacturing (CAM) software, along with the fundamental language of CNC programming.
CAD/CAM Software for 3-Axis and 5-Axis Machines
The journey from a digital concept to a physical part begins with CAD and CAM.
-
CAD (Computer-Aided Design): This software is used to create the 2D drawings and 3D models of the part to be manufactured. Modern CAD systems offer robust tools for designing complex geometries, ensuring dimensional accuracy, and preparing models for the manufacturing process. For multi-axis machining, CAD software must be capable of handling highly intricate surfaces and complex assemblies.
-
CAM (Computer-Aided Manufacturing): This is where the magic happens for CNC machining. CAM software takes the 3D model created in CAD and translates it into machine-readable instructions. The key functions of CAM software include:
-
Toolpath Generation: The most critical function, creating the precise routes the cutting tool will follow to remove material. For 3-axis, these toolpaths are relatively straightforward. For 5-axis, CAM software must generate highly complex, synchronized toolpaths that coordinate all five axes, ensuring smooth motion, optimal cutting angles, and efficient material removal.
-
Tool Library Management: Storing and managing data for various cutting tools (diameters, lengths, flutes, materials, etc.).
-
Feeds and Speeds Calculation: Determining the optimal rotational speed of the spindle and the rate at which the tool moves through the material to achieve desired surface finish and tool life.
-
Collision Detection: Crucially, especially for 5-axis, CAM software simulates the entire machining process to detect and prevent collisions between the cutting tool, tool holder, spindle, workpiece, and machine components. This prevents costly damage and ensures safe operation.
-
Post-Processing: The final step where the generic toolpaths generated by CAM are converted into the specific G-code and M-code dialect that a particular CNC machine's controller can understand. This is a highly specialized and critical function, as a poorly configured post-processor can lead to machine errors or suboptimal performance.
-
For 5-axis machining, the CAM software capabilities must be exceptionally advanced. It needs algorithms that can handle simultaneous movements, automatically tilt the tool for optimal engagement, and provide robust collision avoidance in a highly dynamic environment. Leading CAM software solutions like Autodesk Fusion 360, Siemens NX, Mastercam, hyperMILL, and Edgecam offer dedicated modules and features specifically designed for high-performance multi-axis programming.
CNC Programming Languages (G-code and M-code)
At the lowest level, CNC machines communicate through a standardized, yet often machine-specific, programming language primarily composed of G-code and M-code.
-
G-code (Geometric Code): This is the core language that dictates the geometric movements of the machine. G-codes tell the machinewhereto move,how fast, andalong what path. Examples include:
-
G00: Rapid traverse (move at maximum speed without cutting). -
G01: Linear interpolation (move in a straight line at a specified feed rate). -
G02/G03: Circular interpolation (move in a clockwise/counter-clockwise arc). -
G90/G91: Absolute/incremental positioning. -
Other G-codes control aspects like plane selection, cutter compensation, and canned cycles (pre-programmed sequences for drilling, tapping, etc.).
-
-
M-code (Miscellaneous Code): These codes control the auxiliary functions of the machine that are not directly related to tool movement. M-codes tell the machinewhatto do. Examples include:
-
M03/M04: Spindle on (clockwise/counter-clockwise). -
M05: Spindle stop. -
M06: Tool change. -
M08/M09: Coolant on/off. -
M30: Program end and reset.
-
While CAM software generates the bulk of these codes automatically, a skilled CNC programmer still understands G-code and M-code to debug programs, optimize efficiency, and make manual edits on the shop floor. For multi-axis machines, the sheer volume and complexity of the G-code generated can be immense, making reliance on advanced CAM software and robust post-processors absolutely critical.
Simulation and Optimization Tools
Given the complexity and cost associated with multi-axis CNC machining, simulation and optimization tools are no longer luxuries but necessities.
-
CNC Simulation Software: This software takes the generated G-code and creates a virtual representation of the machining process. It allows programmers and operators to:
-
Verify Toolpaths: Visually confirm that the tool is following the intended path.
-
Detect Collisions: Identify potential crashes between the tool, holder, workpiece, fixture, and machine components before they occur on the actual machine. This is vital for 5-axis operations where complex movements significantly increase the risk of collisions.
-
Check for Gouges/Undercuts: Ensure that the program doesn't accidentally remove too much material or leave unwanted material.
-
Analyze Material Removal: See how the part evolves through the machining stages.
-
Reduce Prove-Out Time: By thoroughly simulating the process virtually, the need for costly and time-consuming physical "dry runs" or "prove-outs" on the machine is significantly reduced, leading to faster production startup.
-
Leading simulation tools often include features like "digital twin" capabilities, where the virtual machine precisely mimics the kinematics and behavior of the real machine.
-
-
Optimization Tools: These tools go beyond simply verifying code; they actively seek to improve it.
-
Feed Rate Optimization: Automatically adjust feed rates based on material engagement and tool load to maximize material removal while ensuring tool life and surface finish. This can significantly reduce cycle times.
-
Air Cut Reduction: Minimize non-cutting movements (where the tool is moving through air) to improve efficiency.
-
Smooth Motion Generation: For 5-axis, optimizing toolpaths to ensure smooth, continuous motion, which reduces machine wear and improves surface quality.
-
In summary, the sophisticated software ecosystem encompassing CAD, CAM, programming languages, and simulation/optimization tools is the intellectual engine driving multi-axis CNC machining. As parts become more complex and manufacturing demands intensify, the continuous innovation in these software solutions will remain critical to pushing the boundaries of what's possible.

