 English
English Indonesia
Indonesia
Introduction to ABS Injection Molding
In the vast landscape of modern manufacturing, injection molding stands as a cornerstone technology, enabling the mass production of complex plastic components with precision and efficiency. Among the myriad of polymers utilized in this process, Acrylonitrile Butadiene Styrene, commonly known as ABS, distinguishes itself as a highly versatile and widely adopted thermoplastic. Its unique balance of properties makes it an indispensable material across numerous industries, from consumer goods to sophisticated medical devices.
This comprehensive guide will explore the fascinating world of ABS injection molding, delving into the fundamental characteristics of ABS plastic, the intricate steps of the injection molding process, critical design considerations, and the expansive range of its applications. We will also touch upon common challenges, quality control, cost factors, and the exciting future trends shaping this dynamic field.
What is ABS?
At its core, Acrylonitrile Butadiene Styrene (ABS) is an amorphous thermoplastic terpolymer. This means it's a blend of three distinct monomers:
-
Acrylonitrile (A): Provides chemical resistance, heat stability, and rigidity.
-
Butadiene (B): Contributes impact strength and toughness, particularly at low temperatures.
-
Styrene (S): Offers gloss, processability, and rigidity.
The unique combination and grafting of these three monomers result in a material that leverages the strengths of each, creating a robust plastic with a remarkable balance of properties. Unlike crystalline or semi-crystalline polymers, ABS has an amorphous structure, which gives it good dimensional stability and a broad processing window.
The development of ABS plastic began in the mid-20th century, emerging as a superior alternative to other engineering plastics due to its excellent mechanical properties and ease of processing. Its ability to be easily molded and finished quickly led to its widespread adoption across various industries, cementing its reputation as one of the most important engineering thermoplastics available today.
Overview of Injection Molding
Injection molding is a manufacturing process for producing parts by injecting molten material into a mold. It is most commonly used for thermoplastic and thermosetting polymers, but it can also be used with metals (as in die casting) and ceramics. The process begins with raw plastic material, typically in granular form, being fed into a heated barrel, mixed, and then forced into a mold cavity, where it cools and hardens to the configuration of the mold.
Compared to other manufacturing processes like machining, 3D printing, or blow molding, injection molding offers several distinct advantages and a few considerations:
Advantages of Injection Molding:
-
High Production Rates: Ideal for mass production due to fast cycle times.
-
Excellent Repeatability: Produces parts with high consistency and tight tolerances.
-
Complex Geometries: Capable of creating intricate shapes and designs in a single shot.
-
Wide Material Versatility: Can process a vast array of thermoplastic and thermosetting polymers.
-
Reduced Post-Processing: Parts often require minimal to no finishing after ejection.
-
Cost-Effectiveness: Low unit cost for high-volume production once tooling is made.
Disadvantages and Limitations of Injection Molding:
-
High Initial Tooling Costs: Mold design and fabrication can be expensive, making it less suitable for low-volume production.
-
Design Constraints: Specific design rules (e.g., uniform wall thickness, draft angles) must be followed to ensure part manufacturability and quality.
-
Material Waste (though often recyclable): Runners and sprues can generate waste, though these are frequently reground and reused.
-
Complexity for Small Batches: Not economical for very small production runs due to setup costs.
It is this potent combination of the versatile ABS material and the efficient injection molding process that enables the creation of a vast array of durable, aesthetically pleasing, and functional plastic components that are integral to our modern world.
ABS Material Properties
The widespread adoption of ABS in injection molding is primarily due to its exceptional and balanced material properties. Its unique blend of acrylonitrile, butadiene, and styrene results in a material that offers a compelling combination of strength, aesthetics, and processability.
Key Characteristics
Understanding the specific properties of ABS is crucial for designers and engineers to leverage its full potential and predict its performance in various applications.
-
Mechanical Properties:
-
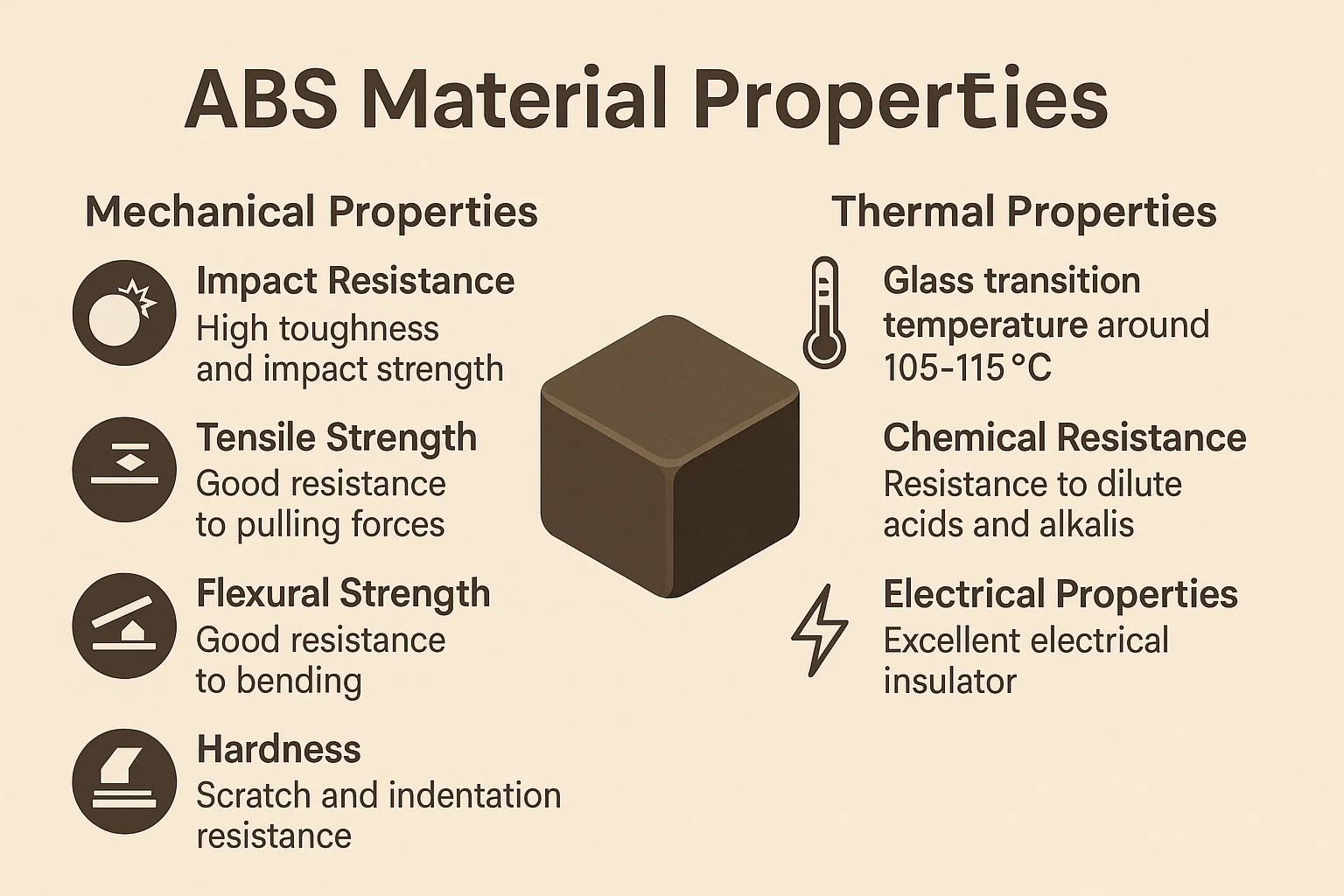
Impact Resistance: This is perhaps the most defining characteristic of ABS. The butadiene rubber phase provides outstanding toughness and resistance to impact, making it less brittle than many other common plastics.
-
Tensile Strength: ABS exhibits good tensile strength, indicating its ability to withstand pulling forces before breaking. Typical tensile strength ranges from 25 to 50 MPa.
-
Flexural Strength: It also possesses good flexural strength, signifying its resistance to bending or deformation under load.
-
Hardness: ABS offers a good balance of hardness and toughness, providing resistance to scratches and indentation. Its Rockwell hardness typically ranges from R70 to R115.
-
-
Thermal Properties:
-
Glass Transition Temperature (Tg): The Tg for ABS typically falls between 105°C and 115°C (approximately 221°F to 239°F). Below this temperature, the material is rigid and glass-like; above it, it becomes more rubbery and pliable, allowing for processing.
-
Heat Deflection Temperature (HDT): The HDT indicates the temperature at which a polymer sample deflects under a specified load. For ABS, HDT values typically range from 85°C to 105°C (185°F to 221°F) at 0.45 MPa, making it suitable for applications that require moderate heat resistance.
-
-
Chemical Resistance:
-
ABS generally shows good resistance to dilute acids, alkalis, and inorganic salts.
-
However, it has poor resistance to strong acids, strong bases, esters, ketones, and some chlorinated hydrocarbons, which can cause swelling, softening, or dissolution. This is a critical consideration for applications involving chemical exposure.
-
-
Electrical Properties:
-
ABS is an excellent electrical insulator, making it suitable for applications in electrical and electronic components where non-conductivity is required. Its dielectric strength is high, and it maintains its insulating properties across a range of temperatures and frequencies.
-
Advantages of Using ABS in Injection Molding
Beyond its inherent properties, ABS offers several processing advantages that contribute to its popularity in injection molding:
-
Cost-Effectiveness: While not the cheapest plastic, ABS offers an excellent balance of performance and cost, providing a cost-effective solution for many applications that require good mechanical properties.
-
Ease of Processing: ABS has a wide processing window, meaning it can be molded relatively easily across a range of temperatures and pressures. This contributes to stable production and fewer defects. It melts readily and flows well, allowing for the filling of complex mold cavities.
-
Good Surface Finish: Parts molded from ABS often exhibit a smooth, glossy, and aesthetically pleasing surface finish without extensive post-processing, making it ideal for visible consumer products. It can also be easily textured during molding.
-
Dimensional Stability: ABS parts generally show good dimensional stability, meaning they retain their shape and size even after molding and during their service life. This is crucial for parts requiring tight tolerances or consistent fit.
Disadvantages and Limitations
Despite its many advantages, ABS is not without its drawbacks. Understanding these limitations is vital for proper material selection and design:
-
Lower Strength Compared to Some Other Plastics: While strong, ABS is not as strong or stiff as engineering plastics like polycarbonate (PC) or some nylons, especially under high stress or elevated temperatures.
-
Poor Solvent Resistance in Some Cases: As mentioned earlier, its susceptibility to certain solvents can limit its use in environments where it might come into contact with aggressive chemicals.
-
Flammability: Standard ABS is flammable and will burn when exposed to a flame, producing smoke. For applications requiring flame retardancy, special flame-retardant (FR) grades of ABS are available, which are formulated with additives to inhibit combustion.
-
UV Degradation: Prolonged exposure to ultraviolet (UV) light can lead to degradation, causing color fading, reduced mechanical properties, and surface chalking. For outdoor or UV-exposed applications, UV-stabilized grades or protective coatings are necessary.
By carefully weighing these characteristics, designers can determine whether ABS is the optimal material for their specific injection molding application, ensuring the final product meets all performance and aesthetic requirements.
The ABS Injection Molding Process
The injection molding process for ABS, while fundamentally similar to molding other thermoplastics, requires careful attention to specific parameters to leverage ABS's unique properties and ensure high-quality parts. The process is cyclical, producing a new part with each complete cycle.
Step-by-Step Guide
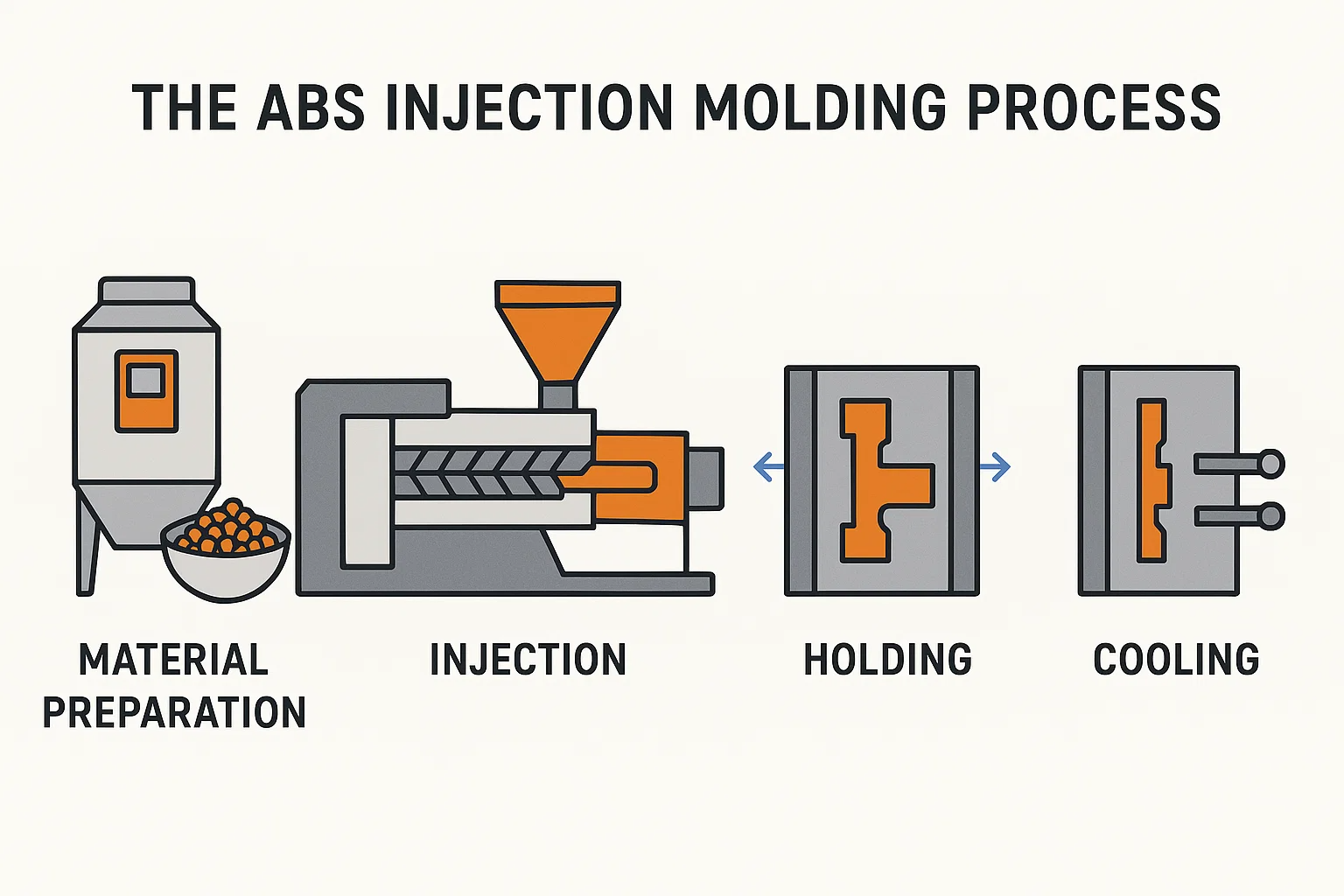
The journey from raw ABS pellets to a finished component involves several distinct stages:
-
Material Preparation: Drying and Preheating
-
Drying: ABS is hygroscopic, meaning it absorbs moisture from the atmosphere. Excess moisture, even in small amounts, can cause cosmetic defects (like splay marks or silver streaks) and reduce part strength during molding due to hydrolysis (degradation of the polymer chains by water at high temperatures). Therefore, ABS pellets must be thoroughly dried before processing, typically in a desiccant dryer, to a moisture content of less than 0.1% (often closer to 0.05%) at temperatures ranging from 80°C to 95°C (176°F to 203°F) for 2-4 hours.
-
Preheating (Implicit): While the primary goal is drying, the drying process also preheats the pellets, which can slightly reduce energy consumption in the barrel.
-
-
Injection: Melting and Injecting ABS into the Mold Cavity
-
Once dried, the ABS pellets are fed from a hopper into the barrel of the injection molding machine.
-
Inside the barrel, a rotating screw moves the material forward while simultaneously melting it through a combination of heating bands (external heat) and shear forces (friction generated by the screw's rotation).
-
The molten ABS accumulates at the front of the screw. When a sufficient shot size is gathered, the screw rapidly moves forward, acting as a plunger, to inject the molten plastic into the closed mold cavity through a nozzle and the mold's runner system. This phase occurs under high pressure (injection pressure) and controlled speed (injection speed).
-
-
Holding: Maintaining Pressure to Ensure Proper Filling
-
Immediately after the mold cavity is filled, the injection pressure is reduced to a lower, sustained "holding pressure" (also known as packing pressure).
-
This holding pressure is critical for several reasons:
-
It compensates for material shrinkage as the plastic cools and solidifies within the mold.
-
It ensures the mold cavity is completely filled, preventing "short shots" or voids.
-
It packs additional material into the cavity, improving part density, surface finish, and dimensional accuracy. The holding phase duration is crucial.
-
-
-
Cooling: Solidifying the Part Within the Mold
-
After the holding phase, the molten plastic begins to solidify as it cools within the mold. The mold is actively cooled, typically by circulating water or oil through channels within the mold plates.
-
The cooling time is determined by the part's wall thickness, the mold temperature, and the specific ABS grade. Insufficient cooling time can lead to warpage, distortion, or difficulty in ejection, while excessive cooling time increases cycle time and production cost.
-
-
Ejection: Removing the Finished Part from the Mold
-
Once the part has sufficiently cooled and solidified to maintain its shape, the mold opens.
-
Ejector pins, typically located on the moving half of the mold, push the finished part out of the mold cavity. Proper mold design, including draft angles and adequate ejection mechanisms, is crucial for smooth and damage-free part removal.
-
As the part is ejected, the mold closes, and the next cycle begins, with the screw already preparing the next shot.
-
Key Parameters and Considerations
Precise control over various processing parameters is paramount for successful ABS injection molding. Minor deviations can lead to significant part defects.
-
Temperature Control:
-
Barrel Temperature: This influences the melt viscosity and flowability of ABS. Typical barrel temperatures for ABS range from 190°C to 240°C (374°F to 464°F), often with a progressive temperature profile from the hopper to the nozzle. Too low, and the material won't flow properly; too high, and degradation can occur.
-
Mold Temperature: This significantly affects the part's surface finish, dimensional stability, and internal stresses. Higher mold temperatures (e.g., 50°C to 80°C / 122°F to 176°F) generally improve surface gloss, reduce sink marks, and minimize warpage, but can also extend cooling times.
-
-
Pressure Control:
-
Injection Pressure: The initial pressure used to fill the mold cavity. It must be high enough to fill the mold quickly and completely but not so high as to cause flash or damage the mold.
-
Holding Pressure (Packing Pressure): Applied after injection to compensate for shrinkage. Typically 50-80% of the injection pressure, it's critical for achieving good part density and preventing sink marks.
-
-
Injection Speed:
-
The rate at which the molten plastic fills the mold. Fast speeds can help fill thin sections and achieve good surface finish, but too fast can cause jetting, burn marks, or trapped air. Slower speeds can prevent these issues but may lead to short shots. Optimal speed often involves a profile (e.g., fast fill, then slow).
-
-
Cooling Time:
-
The duration the part remains in the mold for solidification. It's a balance between ensuring dimensional stability and minimizing cycle time. Determined by wall thickness, material grade, and mold temperature.
-
Equipment and Tooling
Successful ABS injection molding relies on specialized machinery and precisely engineered molds.
-
Injection Molding Machines: These machines vary in size (clamping force, shot size) and type (hydraulic, electric, hybrid). They consist of:
-
Clamping Unit: Holds the mold halves together and applies clamping force during injection.
-
Injection Unit: Melts and injects the plastic, comprising the barrel, screw, heater bands, and nozzle.
-
Control System: Manages and monitors all process parameters.
-
-
Mold Design and Construction: The mold is the heart of the injection molding process. It is typically made from hardened steel or aluminum and precisely machined. Key aspects include:
-
Cavity and Core: Define the external and internal shape of the part.
-
Ejection System: Pins, sleeves, or plates to push the part out.
-
Cooling Channels: Pathways for fluid to regulate mold temperature.
-
Ventilation System: Tiny vents to allow trapped air to escape during injection.
-
-
Types of Gates and Runners: These are pathways within the mold that guide the molten plastic from the nozzle to the mold cavity.
-
Runners: Channels that carry the molten plastic from the sprue (where the plastic enters the mold) to the gates. They can be cold runners (where the plastic in the runner system cools and is ejected with the part, then recycled) or hot runners (where the plastic in the runner system remains molten, eliminating runner waste and often reducing cycle time). Hot runners are commonly used for ABS due to their efficiency.
-
Gates: The small opening through which the plastic enters the mold cavity. Gate types (e.g., pinpoint, tab, submarine, fan) are selected based on part geometry, desired fill pattern, and ease of degating (removing the gate vestige from the part). Proper gate location is crucial for good flow, minimal stress, and optimal part quality.
-
Design Considerations for ABS Injection Molding
Effective part design is paramount to successful and cost-effective ABS injection molding. While ABS offers excellent processing latitude, adhering to specific design guidelines can significantly improve part quality, reduce cycle times, prevent common defects, and extend mold lifespan.
Wall Thickness
One of the most critical design parameters in injection molding is wall thickness.
-
Optimal Wall Thickness for ABS Parts: Generally, ABS parts perform best with uniform wall thickness. Typical recommended wall thickness for ABS ranges from 1.5 mm to 3.5 mm (0.060 inches to 0.140 inches). Thinner walls can be challenging to fill, while excessively thick walls can lead to significant problems.
-
Avoiding Thick Sections to Prevent Sink Marks and Warpage:
-
Sink Marks: These are depressions or indentations on the surface of a molded part, usually occurring opposite a thicker section, boss, or rib. They form because the material in the thicker section cools and shrinks slower than the surrounding thinner areas, pulling the surface inward.
-
Warpage: Non-uniform cooling and differential shrinkage within a part due to varying wall thicknesses can lead to internal stresses that manifest as warpage or distortion once the part is ejected from the mold.
-
Solution: Design with the most uniform wall thickness possible. If thickness variations are unavoidable, ensure they are gradual transitions. Hollow out thick sections or use coring to create more uniform wall thickness.
-
Ribs and Gussets
Ribs and gussets are structural features essential for adding strength and stiffness to parts without significantly increasing overall wall thickness or adding excessive weight.
-
Using Ribs for Added Strength and Stiffness:
-
Purpose: Ribs are thin, wall-like projections used to increase the bending stiffness and strength of a part, reinforce flat surfaces, or act as alignment features.
-
Design Rule: The thickness of a rib should typically be 50% to 60% of the nominal wall thickness to prevent sink marks on the opposite side of the part. Wider ribs increase the risk of sink marks.
-
Height: Rib height can be several times the wall thickness, but tall ribs should also have appropriate draft angles.
-
Spacing: Proper spacing between ribs allows for adequate cooling and material flow.
-
-
Designing Gussets to Support Corners and Edges:
-
Purpose: Gussets are triangular support structures used to reinforce corners, standoffs, or attachment points, preventing bending or breakage. They provide stability and strength where two surfaces meet.
-
Design Rule: Similar to ribs, gusset thickness should also be proportional to the nominal wall thickness to avoid sink marks. They should be integrated smoothly with generous radii.
-
Draft Angles
Draft angles are a crucial design feature that allows molded parts to be easily ejected from the mold without damage.
-
Importance of Draft Angles for Easy Part Ejection: Without a draft, parts can stick to the mold surfaces due to friction, creating vacuum, or even cause significant stress and damage upon ejection.
-
Recommended Draft Angles for ABS:
-
A minimum draft of 0.5° to 1° per side is often recommended for smooth surfaces.
-
For textured surfaces, a higher draft angle is necessary, typically 1° to 3° per 0.025 mm (0.001 inch) of texture depth, due to the increased surface friction.
-
Features like deep ribs, bosses, or cavities will also benefit from more generous draft angles to ensure easy release.
-
Radii and Fillets
Sharp corners, both internal and external, are points of stress concentration and can lead to structural weakness and mold wear.
-
Reducing Stress Concentrations with Radii and Fillets:
-
Internal Radii (Fillets): Softening internal corners with fillets helps to distribute stress evenly, preventing cracks or fractures, especially when the part is subjected to impact or bending loads. They also aid in material flow within the mold, reducing flow lines.
-
External Radii: Rounding external corners reduces sharp edges that can be prone to chipping or damage. It also improves part aesthetics and user safety.
-
-
Improving Part Strength and Appearance:
-
Generally, the internal radius should be at least 0.5 times the nominal wall thickness, and the external radius should be the internal radius plus the wall thickness. This maintains uniform wall thickness around corners.
-
ABS benefits significantly from generous radii due to its good impact strength, as rounded corners help to absorb and dissipate energy more effectively during an impact event.
-
By meticulously applying these design principles, engineers can ensure that ABS parts are not only manufacturable but also perform optimally throughout their intended lifespan, making the most of ABS's inherent material advantages.
Applications of ABS Injection Molding
The versatile combination of strength, rigidity, aesthetic appeal, and cost-effectiveness makes ABS an incredibly popular material for injection molding across a vast array of industries. Its ability to be easily processed and finished further expands its utility.
Here are some of the primary sectors and common applications where ABS injection molding excels:
Automotive Industry
ABS is a staple in the automotive sector, valued for its impact resistance, good surface finish, and ability to be easily painted or plated.
-
Dashboard Components: Instrument panels, center consoles, and interior trim pieces frequently utilize ABS due to its aesthetic appeal, durability, and ability to withstand temperature fluctuations within the car's cabin.
-
Interior Trims: Door panels, glove box components, pillar covers, and seat back panels often use ABS, sometimes combined with other materials for enhanced tactile feel or appearance.
-
Exterior Parts (non-structural): While not used for primary structural components, ABS finds application in exterior parts like wheel covers, grilles, mirror housings, and spoilers, particularly when plated (e.g., chrome-plated grilles).
Consumer Electronics
The balance of good aesthetics, impact resistance, and electrical insulation makes ABS a go-to material for electronic device housings.
-
Housings for TVs, Computers, and Appliances: From television bezels and computer monitor cases to laptop shells and printer casings, ABS provides a durable, rigid, and aesthetically pleasing enclosure.
-
Small Appliances: Components for blenders, coffee makers, vacuum cleaners, and hair dryers often leverage ABS for their bodies and handles due to its heat resistance (to a certain degree) and robust nature.
-
Remote Controls and Keyboards: The tactile feel, durability, and ability to hold fine details for buttons and keycaps make ABS an excellent choice for these frequently handled items.
Household Appliances
ABS is widely used in various domestic appliances due to its durability, ease of cleaning, and ability to maintain structural integrity.
-
Components for Refrigerators: Inner liners, door shelves, and crisper drawers in refrigerators are often made from ABS due to its good low-temperature impact resistance and chemical resistance to food acids.
-
Washing Machines and Dishwashers: Control panels, detergent dispensers, and internal structural components that do not come into direct contact with hot water or harsh chemicals often use ABS.
-
Vacuum Cleaners: The main housing, nozzles, and internal components benefit from ABS's impact resistance and lightweight properties.
Toys and Recreational Products
ABS's durability, safety, and ability to be brightly colored make it a prime material for children's products and recreational gear.
-
Building Blocks: Iconic building block sets (e.g., LEGO® bricks) are famously made from ABS due to its precise dimensional stability, vibrant color retention, and excellent clutch power (ability to snap together and hold).
-
Toy Cars and Action Figures: The impact resistance ensures these toys can withstand rough play, while good surface finish allows for intricate details and vibrant painting.
-
Sporting Goods (components): Handles for exercise equipment, protective gear components, and housings for sports electronics often utilize ABS.
Medical Devices
In the medical field, ABS is chosen for its biocompatibility (in certain grades), dimensional stability, and ability to be easily sterilized and molded into complex shapes for non-invasive applications.
-
Enclosures for Medical Equipment: Housings for diagnostic tools, monitoring devices, and laboratory equipment benefit from ABS's robustness and cleanability.
-
Diagnostic Tools: Handles for medical instruments (e.g., otoscopes, ophthalmoscopes) and components for blood analysis machines or glucose meters.
-
Drug Delivery System Components (non-implantable): Parts of auto-injectors or specialized dispenser housings that do not have direct drug contact.
The diverse array of applications underscores ABS's position as a truly versatile workhorse in the world of injection molded plastics, continuously finding new uses where a balance of performance, appearance, and cost is required.
Surface Finishes and Post-Processing
One of ABS's significant advantages is its versatility in achieving a wide range of surface finishes and its excellent receptiveness to various post-processing techniques. This allows manufacturers to meet specific aesthetic, tactile, and functional requirements for diverse applications.
Common Surface Finishes
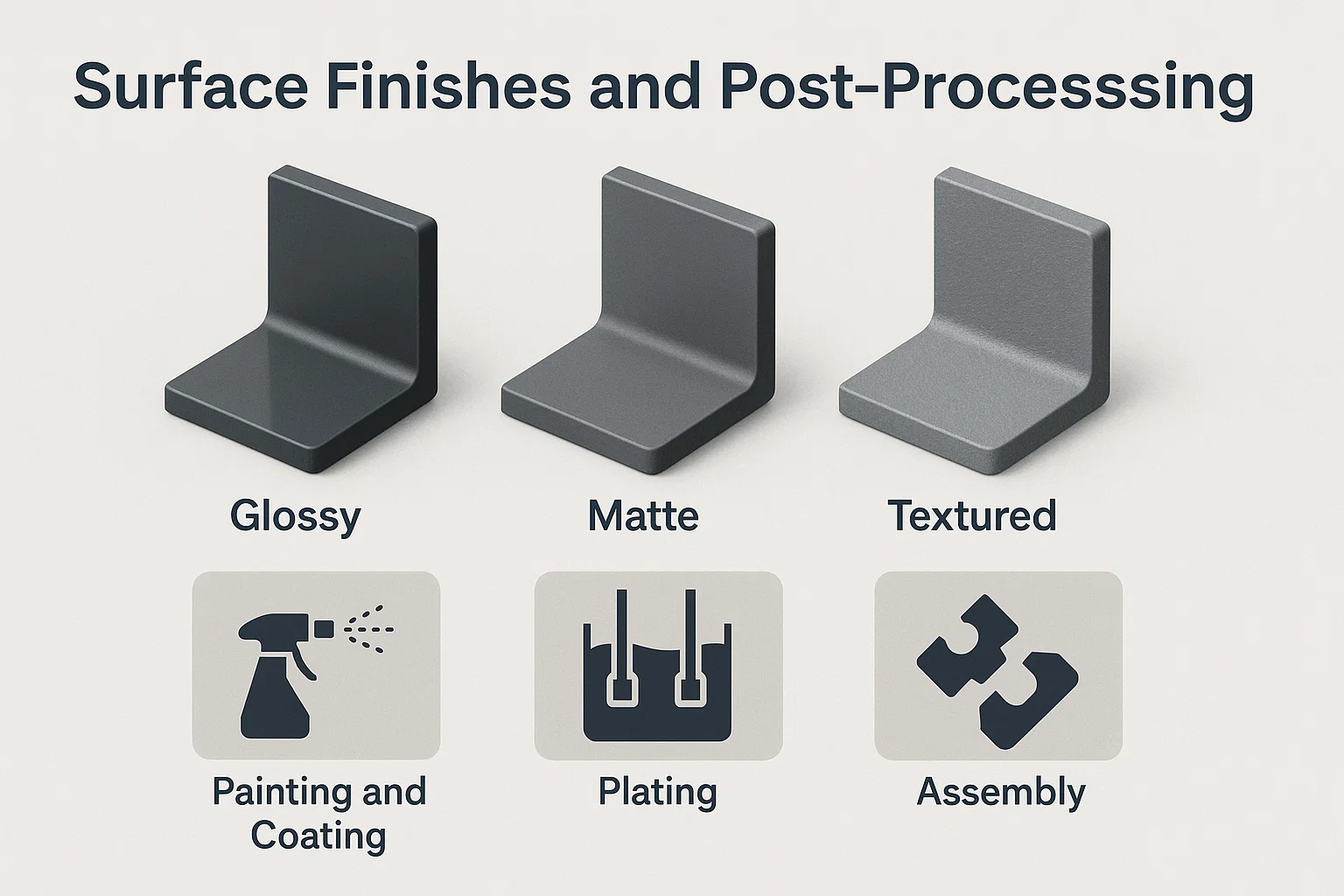
The surface finish of an ABS part is primarily determined by the surface texture of the mold cavity itself.
-
Glossy (Polished): Achieved by highly polishing the mold surface to a mirror-like finish. This results in parts that are shiny and reflective. Glossy finishes are popular for consumer electronics and decorative items where a premium, sleek appearance is desired. They also tend to be easier to clean.
-
Matte: Produced by etching or blasting the mold surface to create a dull, non-reflective finish. Matte surfaces are effective at hiding fingerprints, minor scratches, and flow lines, making them suitable for automotive interiors, tool handles, and certain electronic casings.
-
Textured: Created by applying a specific pattern (e.g., leather grain, stipple, sandblast) to the mold surface. Textures can improve grip, add visual interest, hide mold imperfections, and reduce glare. ABS readily picks up complex textures from the mold.
-
Achieving Desired Surface Finish Through Mold Design and Process Control:
-
Mold Surface Preparation: The most direct way to control surface finish. Polishing for gloss, bead blasting or chemical etching for matte/textured finishes.
-
Mold Temperature: Higher mold temperatures generally promote a glossier finish by allowing the molten plastic to replicate the mold surface more accurately. Lower temperatures might lead to a more matte appearance.
-
Injection Speed and Pressure: Optimized injection parameters ensure complete mold fill and replication of surface details without creating flow marks or other blemishes that detract from the finish.
-
Material Drying: Properly dried ABS is crucial. Moisture can lead to splay marks, which destroy surface aesthetics.
-
Painting and Coating
ABS's chemical structure makes it highly receptive to paints and coatings, allowing for a broader color palette and enhanced properties.
-
Preparing ABS Parts for Painting: Before painting, ABS parts typically require surface preparation, which may include cleaning (to remove mold release agents or contaminants), degreasing, and sometimes a light scuffing or primer application to ensure optimal paint adhesion.
-
Types of Paints and Coatings Used:
-
Polyurethane (PU) Paints: Offer excellent adhesion, durability, and a wide range of aesthetic options (gloss, matte, soft-touch).
-
Acrylic Paints: Good for general purpose applications, offering good color retention and weatherability.
-
Water-based Paints: Increasingly used for environmental reasons, though adhesion might require specific primers.
-
Specialty Coatings: Such as EMI/RFI shielding coatings (for electronic enclosures), UV-protective coatings (for outdoor applications), or anti-microbial coatings for medical devices.
-
Plating
ABS is one of the few common plastics that can be successfully electroplated, giving it a metallic appearance and enhanced surface properties.
-
Electroplating ABS for Decorative or Functional Purposes:
-
Process: The process involves etching the ABS surface to create microscopic pits, allowing a chemical layer of nickel or copper to adhere. This makes the surface conductive, after which layers of metals like nickel, chrome, or brass can be electrodeposited.
-
Decorative: Widely used in automotive grilles, trim, bathroom fixtures, and consumer electronics to give plastic parts the look and feel of metal.
-
Functional: Plating can improve surface hardness, wear resistance, electrical conductivity, or provide electromagnetic interference (EMI) shielding.
-
Assembly
ABS parts can be readily assembled using various methods, catering to different design requirements and production volumes.
-
Methods for Joining ABS Parts:
-
Snap Fits: Integrated design features that allow parts to snap together without additional fasteners. This is a cost-effective and efficient assembly method commonly used in electronics housings and toys. ABS's flexibility and impact resistance make it suitable for living hinges and snap features.
-
Screws and Inserts: Mechanical fasteners like self-tapping screws or threaded inserts (heat-staked, ultrasonic, or molded-in) provide strong, re-workable joints. ABS offers good screw retention.
-
Adhesives: Solvent cements (which dissolve the ABS surface to create a chemical bond), cyanoacrylates (super glue), and two-part epoxies are commonly used for strong, permanent bonds.
-
Welding:
-
Ultrasonic Welding: High-frequency vibrations generate heat at the joint interface, melting the plastic and creating a strong bond.
-
Vibration Welding: Friction generated by vibrating one part against another creates heat and melts the plastic for joining.
-
Hot Plate Welding: Heated plates melt the surfaces, which are then pressed together.
-
-
The ability to achieve diverse finishes and integrate seamlessly with various post-processing and assembly techniques makes ABS an incredibly versatile material choice, allowing for highly customized and functionally optimized products.
Troubleshooting ABS Injection Molding Defects
Despite its relatively good processability, ABS injection molding can still present a range of defects, similar to other thermoplastics. Identifying the defect, understanding its root cause, and applying the correct solution are key to successful production. Many issues can stem from material preparation, processing parameters, or mold design.
Common Defects
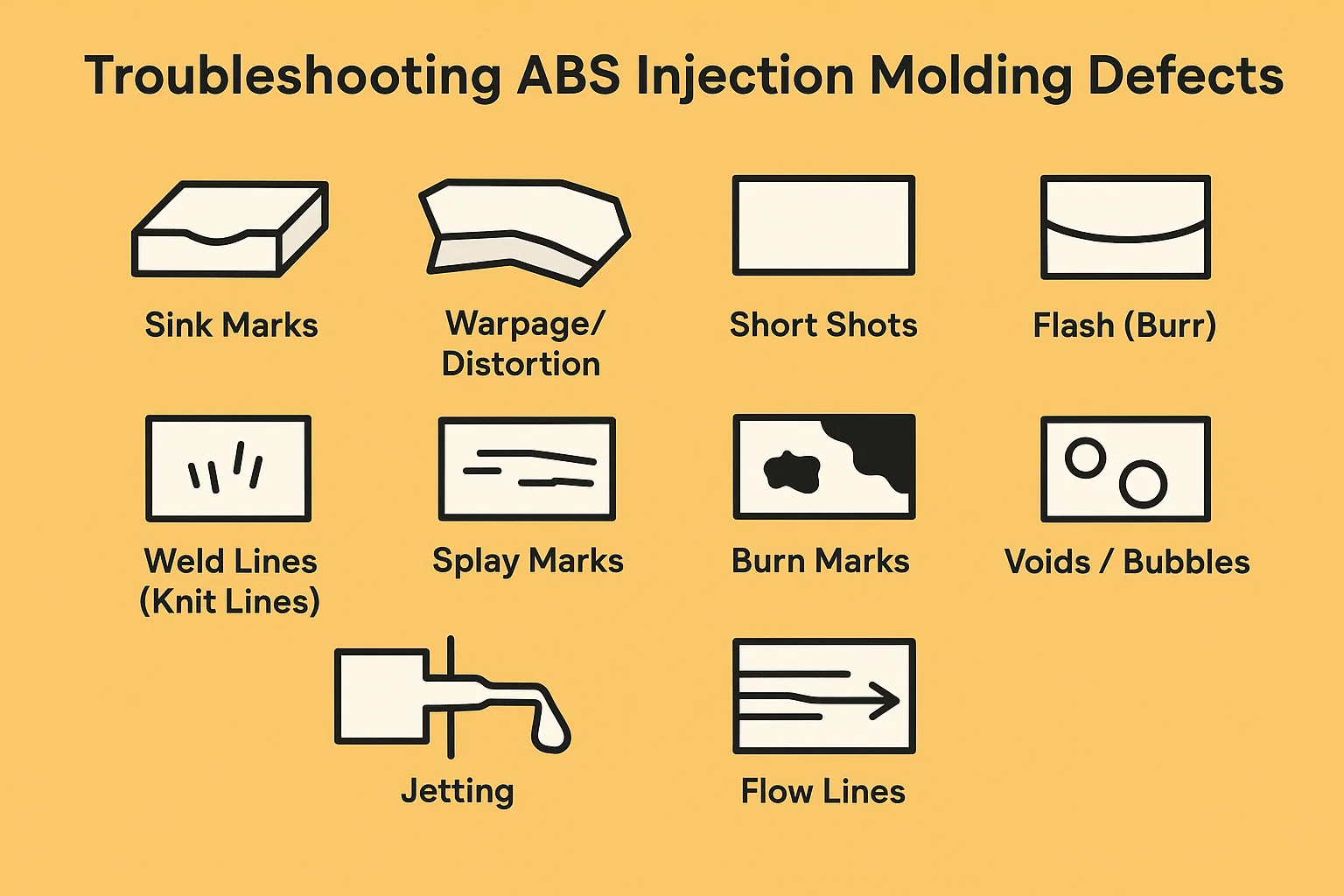
Here are some of the most frequently encountered defects in ABS injection molding:
-
Sink Marks: Depressions or dimples on the surface of thicker sections of the part.
-
Warpage/Distortion: The part deforms or twists out of its intended shape after ejection.
-
Short Shots (Non-Fill): The mold cavity is not completely filled, resulting in an incomplete part.
-
Flash (Burr): Excess material extending beyond the intended part boundary, usually at the mold's parting line.
-
Weld Lines (Knit Lines): Visible lines or notches on the part where two melt fronts meet and fuse together.
-
Splay Marks / Silver Streaks: Streaks or silvery lines on the part surface, resembling water marks.
-
Burn Marks: Discolored, usually black or brown, scorched areas on the part, often near the end of flow or in vent areas.
-
Voids / Bubbles: Empty spaces or air pockets trapped within the part, especially in thicker sections.
-
Jetting: A snake-like or wavy pattern at the gate area, where molten plastic shoots into the cavity rather than flowing smoothly.
-
Flow Lines: Visible streaks, patterns, or lines on the part surface, indicating the flow path of the molten material.
Causes and Solutions
Addressing these defects often involves a combination of adjusting processing parameters, modifying the mold, or ensuring proper material handling.
| Defect | Primary Causes | Common Solutions |
| Sink Marks | - Thick wall sections- Insufficient holding pressure or holding time- High melt temperature- Too short cooling time- Gate too small or incorrectly placed | - Reduce wall thickness; core out thick sections- Increase holding pressure and/or holding time- Lower melt temperature- Increase cooling time- Increase gate size or relocate gate to thicker section |
| Warpage/Distortion | - Non-uniform cooling or mold temperature- Uneven wall thickness- High internal stress (e.g., from excessive injection pressure/speed)- Early ejection | - Optimize mold cooling (balance cooling channels)- Adjust mold temperature (often increase hot side)- Ensure uniform wall thickness; add ribs/gussets- Reduce injection pressure/speed- Increase cooling time |
| Short Shots | - Insufficient material (shot size)- Low injection pressure or speed- Too low melt temperature (high viscosity)- Restricted flow (small gates/runners, clogged vents)- Trapped air | - Increase shot size- Increase injection pressure and/or speed- Increase barrel/melt temperature- Enlarge gates/runners; improve mold venting- Relocate gate to thicker section |
| Flash | - Excessive clamping force (mold deflection)- Too high injection pressure or holding pressure- Worn mold (parting line wear)- Mold not closing properly- Too high melt temperature | - Reduce clamping force (to just above required)- Reduce injection pressure and/or holding pressure- Repair or replace worn mold sections- Ensure mold is clean; adjust tie-bar tension- Reduce melt temperature |
| Weld Lines | - Low melt temperature (poor fusion)- Low injection pressure/speed- Improper gate location (melt fronts meet too early/cold)- Poor venting (trapped air) | - Increase melt temperature- Increase injection pressure/speed- Relocate gates to allow melt fronts to meet at higher temperature/pressure- Improve mold venting at weld line location |
| Splay Marks / Silver Streaks | - Excess moisture in material (most common for ABS)- Too high melt temperature- Material degradation in barrel (hang-up)- Too fast injection speed | - Thoroughly dry ABS pellets (crucial for ABS!)- Reduce melt temperature- Clean barrel and screw- Reduce injection speed; increase back pressure (for better mixing/homogenization) |
| Burn Marks | - Trapped air in the mold cavity (poor venting)- Excessive injection speed- Material degradation at end of flow- Nozzle too restrictive | - Improve mold venting (add vents, enlarge existing)- Reduce injection speed- Reduce melt temperature- Ensure nozzle is appropriately sized and not partially blocked |
| Voids / Bubbles | - Insufficient holding pressure/time (material shrinks away from core)- Too high melt temperature (gas formation)- Uneven cooling- Excess moisture- Trapped air | - Increase holding pressure and/or holding time- Reduce melt temperature- Optimize mold cooling- Ensure material is properly dried- Improve venting, adjust injection speed (for trapped air) |
| Jetting | - Gate too small- Injection speed too high at gate- Direct gating into thin section | - Enlarge gate size- Reduce injection speed at the gate (slow initial fill)- Redesign gate location to direct flow against a mold wall or thicker section |
| Flow Lines | - Too low melt or mold temperature- Too slow injection speed- Uneven wall thickness- Gate too small or poorly located | - Increase melt or mold temperature- Increase injection speed (ensure smooth flow)- Optimize wall thickness design- Enlarge or relocate gate |
Addressing defects through process optimization and mold design changes:
It's important to approach troubleshooting systematically. Start by verifying material drying and basic machine settings. Then, make small, incremental changes to one parameter at a time to isolate the cause. For persistent issues, a review of mold design (venting, gates, cooling lines, wall thickness) is often necessary. Collaboration between the mold designer, process engineer, and material supplier is key to effective problem-solving.
Quality Control in ABS Injection Molding
Maintaining consistent quality is paramount in injection molding, especially for ABS parts used in critical applications. Quality control (QC) encompasses a range of inspection and testing procedures implemented throughout the manufacturing process, from raw material inspection to final part verification.
Inspection Techniques
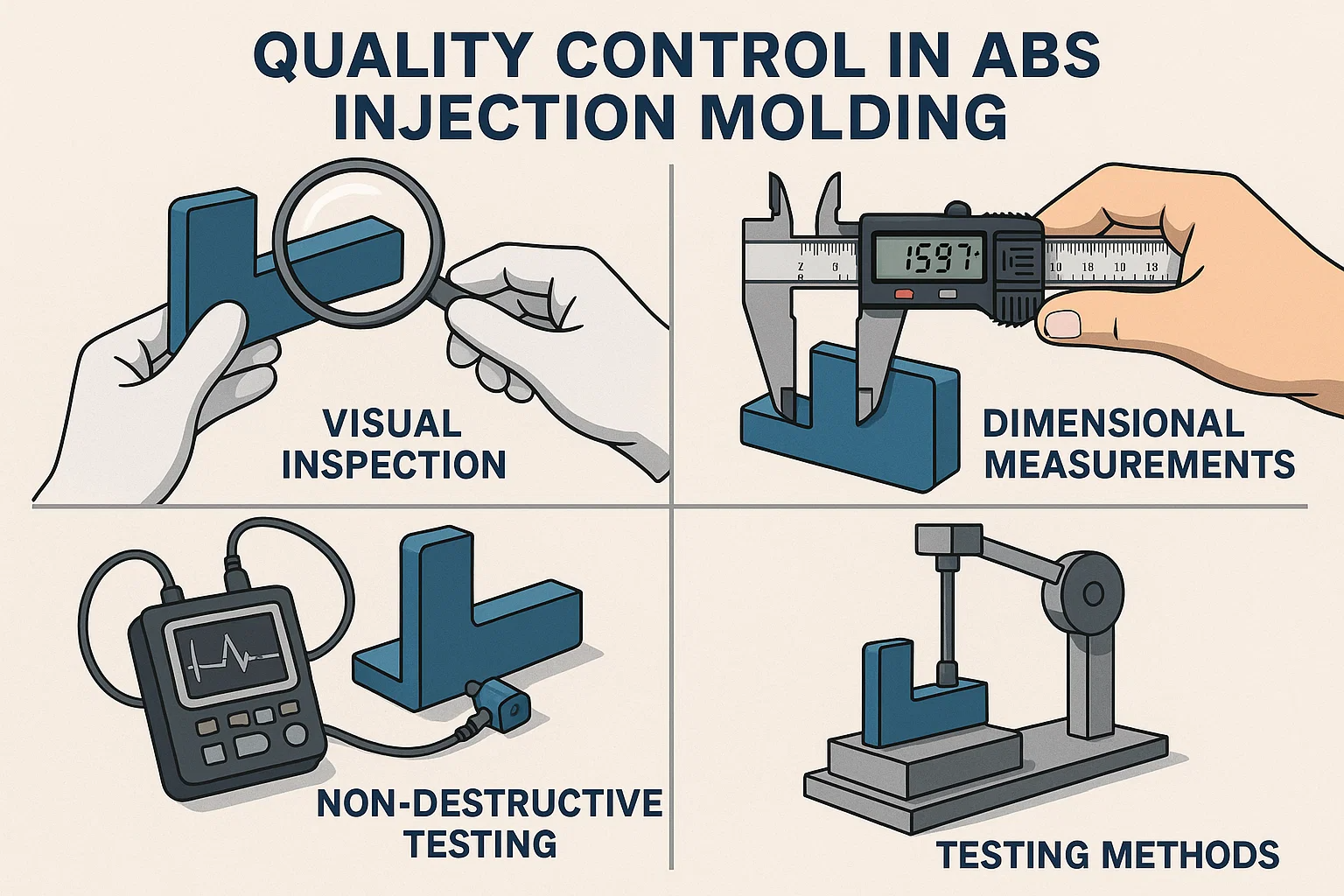
Visual and dimensional inspections are typically the first line of defense in identifying defects and ensuring parts conform to design specifications.
-
Visual Inspection:
-
Purpose: To identify cosmetic defects such as sink marks, flash, splay marks, burn marks, discoloration, flow lines, and surface imperfections.
-
Method: Trained operators visually examine each part (or a statistically significant sample) against reference samples or defined acceptance criteria. Proper lighting and inspection booths are often used.
-
-
Dimensional Measurements:
-
Purpose: To verify that the part's dimensions adhere to the specified tolerances on the engineering drawings.
-
Method: Various precision instruments are used:
-
Calipers and Micrometers: For basic measurements of length, width, thickness, and diameter.
-
Height Gauges: For vertical dimensions.
-
Go/No-Go Gauges: For quick verification of specific critical features (e.g., hole diameters, pin lengths).
-
Coordinate Measuring Machines (CMMs): For highly accurate and complex 3D dimensional measurements, often used for first article inspection or challenging geometries.
-
Optical Comparators / Vision Systems: For non-contact measurements and comparison against CAD models, particularly useful for small or intricate parts.
-
-
-
Non-Destructive Testing (NDT):
-
Purpose: To inspect internal structures or detect hidden flaws without damaging the part.
-
Method (Examples):
-
Ultrasonic Testing: Uses sound waves to detect internal voids, delamination, or porosity.
-
X-ray Inspection (Radiography): Can reveal internal defects like voids, short shots, or foreign inclusions.
-
Thermography: Uses thermal imaging to detect inconsistencies in cooling or material distribution, which can indicate flaws.
-
-
Testing Methods
Beyond visual and dimensional checks, various destructive and non-destructive tests are performed to assess the mechanical, thermal, and chemical properties of ABS parts.
-
Impact Testing:
-
Purpose: To measure the material's resistance to fracture under high-speed impact. This is particularly important for ABS due to its renowned toughness.
-
Methods:
-
Izod Impact Test: Measures the energy absorbed by a notched specimen fractured by a swinging pendulum.
-
Charpy Impact Test: Similar to Izod but uses a different specimen support and striking method.
-
-
-
Tensile Testing:
-
Purpose: To measure the material's strength and elongation under tension (pulling forces). It provides data on tensile strength, yield strength, and elongation at break.
-
Method: A specimen is pulled from both ends until it breaks, and force-elongation data is recorded.
-
-
Flexural Testing (Bending Test):
-
Purpose: To measure the material's stiffness and resistance to bending deformation. It provides flexural strength and flexural modulus data.
-
Method: A specimen is supported at two points and a load is applied at a third point until it breaks or deflects a specified amount.
-
-
Heat Deflection Temperature (HDT) Testing:
-
Purpose: To determine the temperature at which a polymer sample deforms under a specified load. Important for applications exposed to elevated temperatures.
-
-
Chemical Resistance Testing:
-
Purpose: To assess how the ABS material reacts when exposed to specific chemicals (acids, bases, solvents).
-
Method: Samples are immersed in chemical agents for a specified period, and then inspected for changes in weight, dimensions, appearance, or mechanical properties.
-
Standards and Certifications
Adherence to industry standards and obtaining relevant certifications are critical for ensuring material quality, process consistency, and product safety, especially in regulated industries.
-
ASTM (American Society for Testing and Materials) Standards for ABS Materials and Injection Molding Processes:
-
ASTM D4673: Standard Specification for Acrylonitrile-Butadiene-Styrene (ABS) Molding and Extrusion Materials. This standard defines various grades of ABS based on properties like impact strength, tensile strength, and heat deflection.
-
ASTM D3935: Standard Specification for Poly(acrylonitrile-butadiene-styrene) (ABS) Plastic Pipe and Fittings Compounds.
-
Other ASTM standards may apply to specific testing methods (e.g., ASTM D256 for Izod impact, ASTM D638 for tensile properties, ASTM D648 for HDT).
-
-
ISO (International Organization for Standardization) Standards:
-
ISO 19067: Plastics – Acrylonitrile-butadiene-styrene (ABS) moulding and extrusion materials. Similar to ASTM D4673, it specifies requirements and test methods for ABS.
-
ISO 9001: Quality Management Systems. While not specific to ABS, this certification demonstrates a manufacturer's commitment to a robust quality management system across all operations, including injection molding.
-
-
Industry-Specific Certifications:
-
UL (Underwriters Laboratories): For electrical product safety, ABS often needs to meet specific flammability ratings (e.g., UL 94 V-0 for flame-retardant grades) if used in electronic enclosures.
-
FDA (Food and Drug Administration): For medical or food-contact applications, specific grades of ABS may need to comply with FDA regulations for material safety.
-
IATF 16949: For the automotive industry, this standard defines quality management system requirements for automotive production and relevant service parts organizations.
-
By implementing these rigorous quality control measures, manufacturers can ensure that ABS injection molded parts consistently meet the highest standards of performance, reliability, and safety, earning trust and reputation in the market.
Cost Analysis of ABS Injection Molding
The total cost of an ABS injection molding project is influenced by a multitude of factors, ranging from the initial design phase to the production volume and post-processing requirements. A thorough cost analysis helps in making informed decisions to ensure both product quality and economic viability.
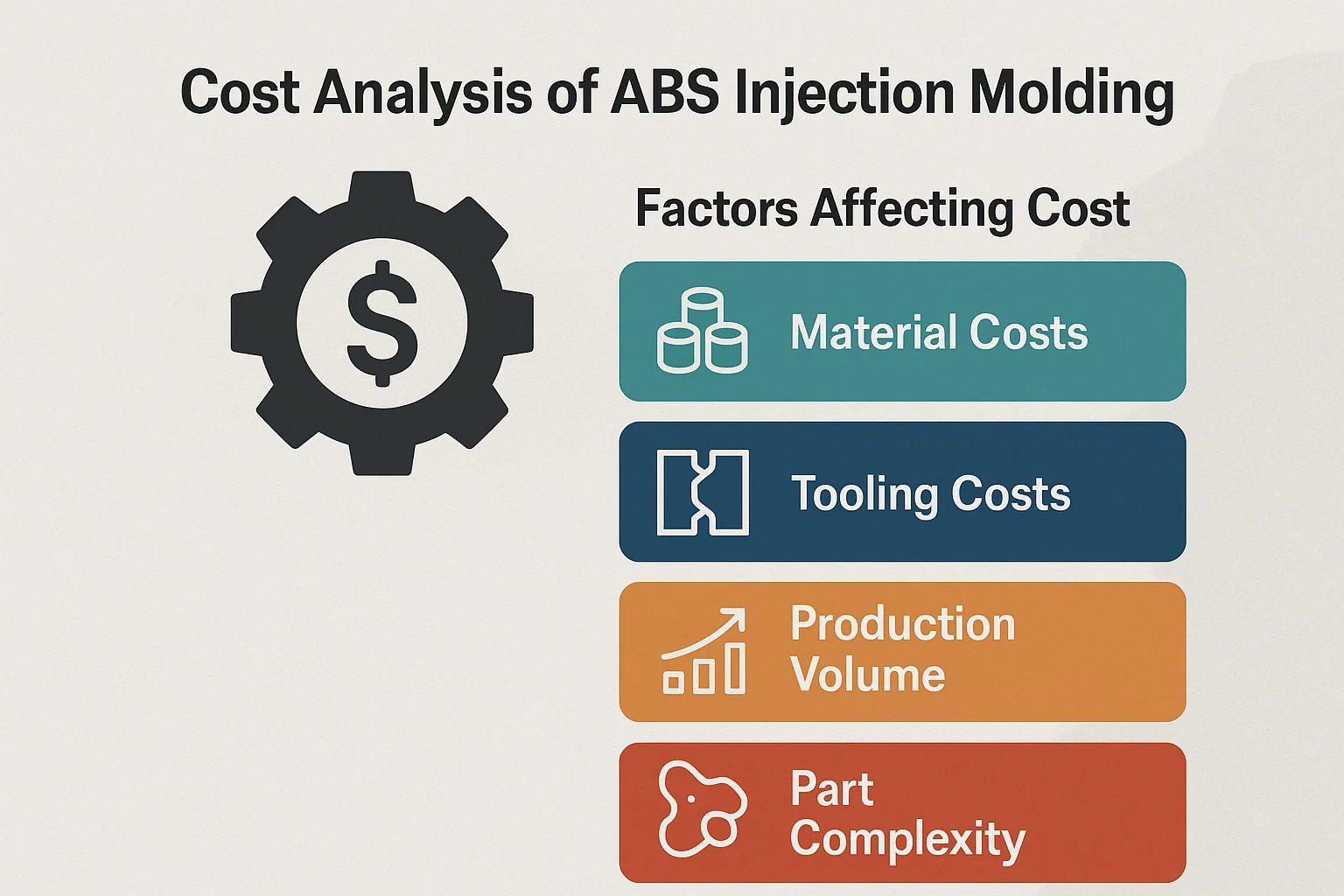
Factors Affecting Cost
Several key elements contribute to the overall expenditure in ABS injection molding:
-
Material Costs:
-
Raw ABS Price: The most direct cost. ABS resin prices fluctuate based on global supply, demand, petroleum prices (as a feedstock), and specific grades (e.g., general-purpose, high-impact, flame-retardant, colored, or custom-compounded grades will have different price points).
-
Scrap and Waste: Material lost during purging, defective parts, or runner systems (if using a cold runner system that isn't fully recycled) adds to the effective material cost.
-
Drying Costs: The energy consumed for drying hygroscopic ABS adds a minor but present operational cost.
-
-
Tooling Costs (Mold Cost):
-
Mold Design Complexity: Intricate part geometries require more complex mold designs, leading to higher design fees and machining time.
-
Number of Cavities: Molds can have a single cavity or multiple cavities (e.g., 2-cavity, 4-cavity, 16-cavity). More cavities increase tooling cost but reduce the per-part production cost in high volumes.
-
Mold Material: Steel molds are durable and costly (e.g., P20, H13, S7), while aluminum molds are cheaper and faster to machine but have a shorter lifespan. Hardened steel molds for high-volume production are the most expensive upfront.
-
Mold Features: Inclusion of hot runners, side actions (sliders, lifters for undercuts), complex ejection systems, or intricate cooling channels significantly increases mold cost.
-
Mold Lifetime Expectancy: Molds designed for millions of cycles will be more expensive than those for tens of thousands.
-
-
Production Volume:
-
Economies of Scale: Injection molding is highly favorable for high-volume production. As volume increases, the initial tooling cost is amortized over more parts, drastically reducing the per-unit cost.
-
Low-Volume Challenges: For very low volumes (prototypes or small runs), injection molding can be cost-prohibitive due to high tooling costs, making other processes like 3D printing or machining more attractive.
-
-
Part Complexity:
-
Geometric Intricacy: Parts with complex features, undercuts, thin walls, tight tolerances, or very fine details increase mold complexity, cycle time, and potential for defects.
-
Surface Finish Requirements: Highly polished or intricate textured finishes require more expensive mold finishing processes and potentially longer cycle times.
-
Tolerance Requirements: Tighter tolerances demand more precise machining of the mold and stricter process control, increasing cost.
-
-
Labor and Overhead Costs:
-
Machine Operator Wages: Cost of personnel to operate and monitor the machines.
-
Quality Control: Labor for inspections, testing, and documentation.
-
Assembly & Post-Processing: If painting, plating, or complex assembly is required, these add significant labor and material costs.
-
Energy Consumption: Power required for the injection molding machine, dryers, chillers, and auxiliary equipment.
-
Facility Overhead: Rent, utilities, maintenance, administration.
-
-
Cycle Time:
-
The time it takes to produce one part (or one shot from a multi-cavity mold). Shorter cycle times directly translate to lower per-part production costs, as more parts can be produced per hour. Influenced by part design (wall thickness, cooling), material properties, and process parameters.
-
Cost-Saving Strategies
Implementing smart strategies can significantly reduce the overall cost of ABS injection molding projects without compromising quality.
-
Optimizing Part Design (Design for Manufacturability - DFM):
-
Simplify Geometry: Reduce unnecessary features; consolidate parts to minimize assembly.
-
Uniform Wall Thickness: Design with consistent wall thickness to reduce cycle time, prevent defects (sink marks, warp), and ensure easier molding.
-
Incorporate Ribs and Gussets Wisely: Use them for strength instead of increasing overall wall thickness.
-
Add Draft Angles: Ensure adequate draft for easy ejection, reducing cycle time and mold wear.
-
Utilize Radii and Fillets: Reduce stress concentrations, improve flow, and enhance part strength, which can prevent failures and rework.
-
Minimize Undercuts: Undercuts often necessitate costly side actions in the mold. Design to avoid them if possible, or use alternative features like living hinges or snap fits where appropriate.
-
-
Reducing Cycle Time:
-
Efficient Cooling System: Design the mold with optimized cooling channels for rapid and uniform heat dissipation.
-
Material Selection: Choose an ABS grade with good flow properties and a suitable heat deflection temperature that allows for faster cooling.
-
Process Optimization: Fine-tune injection speed, pressure, and cooling time to the minimum required for quality parts.
-
Hot Runner Systems: Invest in hot runner molds for high-volume production to eliminate runner waste and often reduce cycle time significantly.
-
-
Minimizing Scrap and Waste:
-
Optimal Drying: Ensure ABS is thoroughly dried to prevent splay and other moisture-related defects, reducing rejected parts.
-
Process Control: Implement robust quality control and process monitoring to catch deviations early, preventing large batches of defective parts.
-
Regrind Utilization: Re-grind and reuse sprues and runners (from cold runner systems) and non-critical rejected parts, provided the material properties are not significantly degraded.
-
-
Strategic Tooling Investment:
-
Match Mold to Volume: Choose mold materials and complexity appropriate for the projected production volume. Don't over-invest in a hardened steel mold for a short production run.
-
Standard Components: Utilize standard mold bases, ejector pins, and other components where possible to reduce custom machining costs.
-
-
Automation:
-
Invest in robotics for part removal, degating, and secondary operations to reduce labor costs and increase consistency in high-volume runs.
-
Environmental and Regulatory Compliance
In an increasingly globalized and environmentally conscious marketplace, manufacturers utilizing ABS injection molding must navigate a complex web of environmental regulations and sustainability directives. Compliance with these standards is not only a legal obligation but also a critical aspect of corporate responsibility and market access.
RoHS, REACH, and Prop 65 Considerations
These three regulations are among the most significant for materials and products containing plastics like ABS:
-
RoHS (Restriction of Hazardous Substances Directive):
-
Scope: Primarily an EU directive (2011/65/EU) that restricts the use of specific hazardous materials in the manufacture of various types of electronic and electrical equipment (EEE). It is closely linked with the WEEE (Waste Electrical and Electronic Equipment) Directive.
-
Relevance to ABS: ABS is extensively used in EEE housings and components. Manufacturers must ensure that the ABS grades they use do not contain restricted substances (e.g., lead, cadmium, mercury, hexavalent chromium, certain phthalates) above specified thresholds. Many reputable ABS suppliers offer RoHS-compliant grades and certifications.
-
Impact: Non-compliance can lead to products being banned from sale in the EU and other regions adopting similar regulations, significant fines, and reputational damage.
-
-
REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals):
-
Scope: Another comprehensive EU regulation (EC No 1907/2006) governing the production and use of chemical substances and their potential impacts on human health and the environment. It requires companies to register, evaluate, and potentially seek authorization for chemicals they manufacture or import into the EU.
-
Relevance to ABS: While ABS as a polymer is generally considered a "substance in an article," the individual monomers (Acrylonitrile, Butadiene, Styrene) and any additives used in its formulation are subject to REACH. Suppliers must ensure their ABS formulations comply with REACH, particularly concerning Substances of Very High Concern (SVHCs) listed on the Candidate List. Recent amendments to REACH, such as those restricting intentionally added microplastics, can also influence specific applications or additives.
-
Impact: Ensures that the chemicals within ABS and its production are safely managed throughout the supply chain, impacting raw material sourcing and formulation.
-
-
California Proposition 65 (Prop 65 - The Safe Drinking Water and Toxic Enforcement Act of 1986):
-
Scope: A California law requiring businesses to provide warnings to Californians about significant exposures to chemicals that cause cancer, birth defects, or other reproductive harm. The list of chemicals (over 900) is broad and regularly updated.
-
Relevance to ABS: While ABS itself is not directly listed, some of its constituent monomers (like styrene or acrylonitrile) or common additives (like certain flame retardants or plasticizers) are on the Prop 65 list. If the finished ABS part contains these chemicals above certain "safe harbor" levels and exposes consumers to them, a warning label may be required for products sold in California.
-
Impact: Requires diligence in material selection and, if necessary, the application of clear and reasonable warning labels, especially for consumer products. Manufacturers often conduct risk assessments or apply warnings out of caution.
-
Recycling Infrastructure and End-of-Life Considerations
Beyond regulatory compliance, the broader push for a circular economy impacts how ABS is viewed and managed at its end-of-life.
-
ABS Recyclability: ABS is a thermoplastic, meaning it can theoretically be melted and reprocessed multiple times. This makes it mechanically recyclable, often through shredding, washing, and re-pelletizing.
-
Challenges in Recycling Infrastructure: Despite its recyclability, ABS often faces challenges in widespread municipal recycling streams (curbside collection) due as it often ends up in complex mixtures of materials in electronic waste (e-waste) or durable goods. This makes efficient sorting and high-quality recyclate production difficult for large-scale collection.
-
Industry Initiatives: Many manufacturers are exploring ways to incorporate post-consumer (PCR) and post-industrial (PIR) recycled ABS into new products. Advances in sorting technologies (like electrostatic separation) and the development of chemical recycling methods (depolymerization) offer promising avenues for more effective and higher-quality ABS recycling in the future, aiming to close the loop on this valuable material.
Recent Advances and Future Trends
The landscape of ABS injection molding is not static. Continuous research and development are pushing the boundaries of what's possible, addressing new market demands, and striving for more sustainable production methods.
Innovations in ABS Materials
The versatility of ABS is constantly being expanded through the development of new grades with enhanced and specialized properties, catering to an ever-wider range of applications.
-
Development of New ABS Grades with Enhanced Properties:
-
Improved Flame Retardancy (FR ABS): Beyond standard FR grades, new formulations offer even higher V-0 ratings (per UL 94) with reduced halogen content or completely halogen-free options, addressing environmental and safety concerns.
-
Enhanced Heat Resistance: New ABS blends and alloys (e.g., PC/ABS alloys) are being developed to withstand higher temperatures, expanding their use in under-the-hood automotive components or more demanding electronic housings.
-
Improved UV Stability: For outdoor applications, new UV-stabilized ABS grades offer superior resistance to degradation, color fading, and property loss from prolonged sun exposure, reducing the need for costly post-molding coatings.
-
Medical-Grade ABS: Development of grades with enhanced biocompatibility, better sterilization resistance (e.g., to gamma radiation), and traceability for strict medical device requirements.
-
High-Gloss and Low-Gloss Formulations: Materials optimized to consistently achieve specific aesthetic finishes directly from the mold, reducing reliance on secondary painting operations.
-
Conductive and Anti-Static ABS: Grades with specific additives to provide electrical conductivity or dissipate static charges, crucial for sensitive electronic components or explosive environments.
-
Advancements in Injection Molding Technology
Technological progress in injection molding machines and ancillary equipment is leading to more precise, efficient, and intelligent manufacturing processes.
-
Automation and Robotics:
-
Increased integration of robotic arms for automated part removal, degating, loading inserts, assembly, and packaging. This reduces labor costs, improves cycle consistency, and minimizes human error.
-
Collaborative robots (cobots) are also gaining traction, working alongside human operators in more flexible manufacturing cells.
-
-
Process Monitoring and Control Systems:
-
Real-time Data Acquisition: Advanced sensors within the mold and machine now collect vast amounts of data on temperature, pressure, flow rates, and cooling profiles in real time.
-
Predictive Analytics and AI Integration: Artificial intelligence and machine learning algorithms are being used to analyze this data, predict potential defects before they occur, optimize process parameters autonomously, and identify patterns for continuous improvement.
-
Closed-Loop Control: Systems that automatically adjust machine parameters (e.g., injection speed, holding pressure) in response to real-time feedback, ensuring consistent part quality despite minor material or environmental variations.
-
Cloud-based Monitoring: Remote monitoring and control capabilities allow manufacturers to manage multiple machines across different locations and troubleshoot issues from anywhere.
-
-
Precision and Micro-Molding: Advances in machine control and mold technology are enabling the production of increasingly smaller and more intricate ABS parts with exceptionally tight tolerances, opening up new possibilities in medical devices, micro-electronics, and specialized consumer products.
Sustainable Practices
With growing environmental awareness, the injection molding industry, including ABS processing, is placing a greater emphasis on sustainability.
-
Recycling ABS Materials:
-
Increased Use of Post-Consumer and Post-Industrial Regrind: Efforts are underway to incorporate more recycled ABS into new products without significant compromise on performance. This includes robust collection and sorting programs.
-
Chemical Recycling: Emerging technologies are exploring chemical processes to break down ABS polymers into their constituent monomers, which can then be repolymerized into virgin-quality ABS, offering a true circular economy for the material.
-
-
Reducing Energy Consumption:
-
All-Electric Injection Molding Machines: These machines are significantly more energy-efficient than traditional hydraulic machines, consuming less power, generating less heat, and offering greater precision.
-
Optimized Cooling Systems: More efficient chillers and mold cooling designs reduce energy demand for temperature control.
-
Waste Heat Recovery: Systems designed to capture and reuse waste heat generated during the molding process.
-
-
Bio-based and Degradable Alternatives (Research Phase): While challenging for performance thermoplastics like ABS, research continues into developing bio-based or biodegradable polymers that could potentially serve similar applications in the long term, reducing reliance on fossil fuels.
-
Lightweighting: Design strategies focused on reducing material usage while maintaining part integrity contribute to lower raw material consumption and reduced energy for transportation.

